[2024/4/14公開]
Question
旋削の内径加工でびびりが発生してしまいます
旋削の内径加工でびびりが発生して困っています。できるだけ加工効率を下げたくないのですが、何かよい方法はありますか?
Answer
びびり対策には、切削条件の調整とチップ形状の選定、振れ止めの設置、ホルダの突き出し量や剛性を上げるなどの方法があります。
【切削条件の調整】
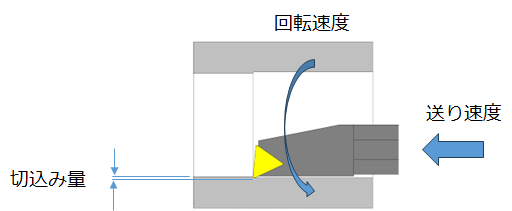
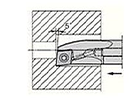
びびりが発生した場合、まず刃先位置が加工中心より低くくバイトやチップの逃げに当たっていないことを確認します。刃先位置調整後、切削条件の回転速度、送り速度、切込み量を落としてみます。送り速度と切込み量は逆に上げると、びびりが発生しなくなる場合もあります。
【チップ形状の選定】
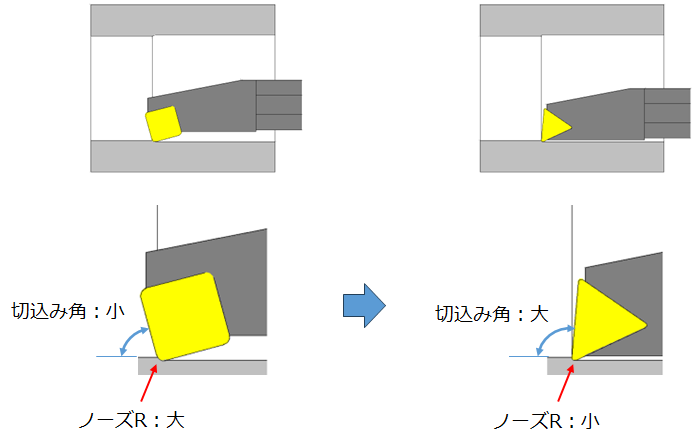
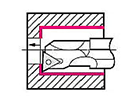
切込み角を大きくしたり、ノーズRを小さくしたりすることでビビり発生を抑制することがあります。またインサートのすくい角が大きいチップを選択することで切削抵抗が小さくなり有効な場合もあります。
【振れ止めの設置】
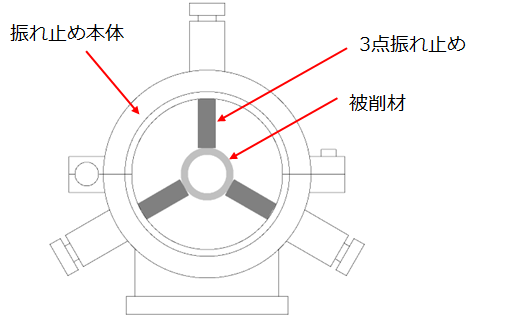
被削材が3D以上の長尺やパイプなどで剛性がない場合、振れ止めを設置することでびびりを抑えられます。
【ホルダの剛性向上】
加工形状の制約がありますができるだけホルダの突き出し長を短くし、シャンク径を太くすることで剛性が上がり、びびり対策の効果が期待できます。
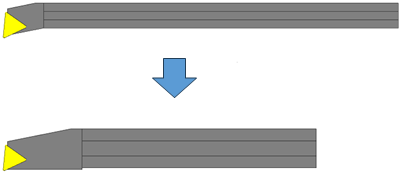
また、ホルダの材質を鋼から超硬に変えて剛性をあげるのも、加工形状の制約によらず加工効率を下げない有力な手段です。鋼のホルダでは3D以内の突出しで使用しますが、超硬のホルダにすることで7Dの突出しの加工も可能です。各メーカーの超硬ホルダの型番例を以下にてご参照ください。
- サンドビック 超硬ホルダ:型番Eから始まるホルダ
- 京セラ 超硬ホルダ: 型番CまたはEから始まるホルダ
- タンガロイ 超硬ホルダ:型番CまたはEから始まるホルダ
- 住友電工ハードメタル 超硬ホルダ:型番CまたはEから始まるホルダ
- 三菱マテリアル 超硬ホルダ: 型番CまたはEから始まるホルダ
超硬のホルダは剛性が高く深い加工ができるメリットがありますが、高価なのがデメリットです。鋼、超硬ホルダ以外に、各メーカーは独自に通常の鋼ホルダより防振効果が期待できる以下ホルダがあります。
- サンドビック 超硬補強防振バイト:型番Fから始まるホルダ
- 京セラ エクセレントバー(特殊合金熱処理):型番最後がEまたはAEのホルダ
- タンガロイ つっぱり(鋼に超硬補強材):型番Tから始まるホルダ
- 住友電工ハードメタル SUMITURN Xバー(防振機構付き):型番BまたはDから始まるホルダ
- 三菱マテリアル ディンプルバー(防振構造)
おすすめ商品








関連ページ