[2023/11/28公開]
Question
外径用旋削ホルダを選定したい
外径用旋削ホルダはたくさん種類がありますが、どのように選定するのか教えてほしい。
Answer
旋削ホルダとチップを選定するときは、まずホルダを選定します。チップはホルダに適合するものから加工目的に合わせてチップを選定します。ホルダの選定に必要な仕様と選定内容を、以下に記載していますのでご参照ください。
外径用旋削ホルダの選定に必要な仕様と選定内容
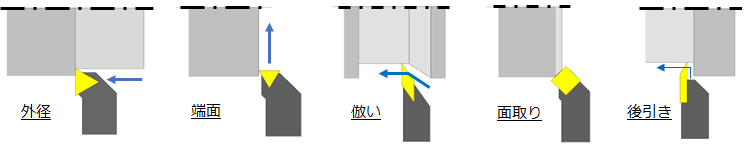
①加工用途の選択:下図の加工形状に応じて選択します。
②勝手の選択:加工機と加工方法(刃物台の位置と主軸の回転方向)に適したホルダの勝手を選択します。

③シャンクサイズの選択:加工機に適したシャンクの高さ・幅の寸法を選択します。
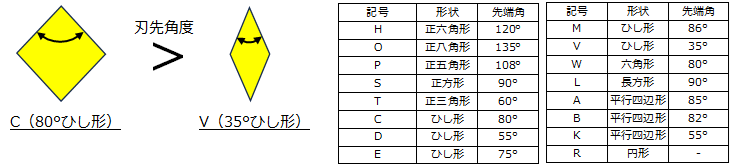
④チップ形状の選択:加工形状を優先して選びますが、切込み角と刃先角度、逃げ角はそれぞれ以下のような特性があります。
【切込み角】
・切込み角が大きい外径用旋削ホルダは、剛性の低い被削材を遅い送りで加工するのに適しています。
・切込み角が小さい外径用旋削ホルダは、剛性のある被削材を早い送りで加工するのに適しています。

【刃先角度】
・刃先角度が大きい形状ほど強度が有りますが、切削抵抗が大きくびびりが発生しやすくなります。
・刃先角度が小さい形状ほど強度が無いですが、切削抵抗が小さくびびりを抑えられます。
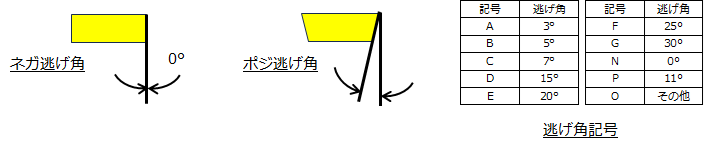
【逃げ角】
・ネガの逃げ角は、刃先強度がありますが切削抵抗が大きい傾向です。重切削向きで、切れ刃は両面に設定されているチップが多くあります。
・ポジの逃げ角は、刃先強度はネガより無く切削抵抗が小さい傾向です。軽切削向きで、切れ刃は片面のみとなります。
⑤チップ仕様の選択:①~④で絞ったホルダから、被削材と加工工程に応じて選択します
・切れ刃長の選択は、実際に被削材が刃に接する切込み長さに対して、余裕のある切れ刃長にします。
・コーナRは加工形状を優先しますが、特に無ければ仕上げ用R0.2・中用R0.4・荒用R0.8を目安に選定します。
・ブレーカは荒(重)・中・仕上(軽)から選定します。
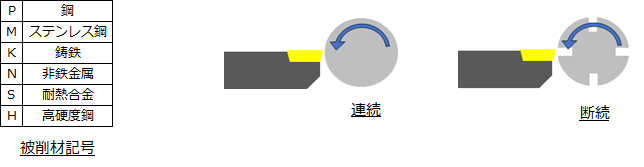
・チップ材種は適応被削材のなかから選択します。また連続・断続の選択肢がある場合はこちらもします。
【その他 必要に応じて選定する項目】
⑥ホルダ全長の選択:突出しが長すぎるとビビリが発生するので、必要最小限になるように選定します。
⑦オイルホール:必要に応じて選択します。
⑧クランプ方式の選択:加工内容に応じて以下から選択します。 構成部品が多いが重切削向き:クランプオン・ダブルクランプ・二重クランプ 着脱が容易な軽・中切削向き:ピンロック・レバーロック・スクリューオン
おすすめ商品








関連ページ