ワーク搬送コンベヤの場合は、コンベヤ上に搬送物を載せて移載させるため、コンベヤ裏面側に搬送物を支える構造が必要です。ここでは、コンベヤ高さに対する位置調整が簡単で、ローコストな搬送物支持部品(搬送ブラケット)を解説します。
(1)搬送ブラケットとコンベヤの配置関係
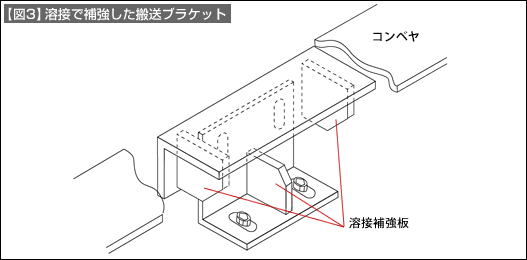
ここで事例としたワーク搬送コンベヤの場合は、次の3種類の姿勢がコンベヤ上の3箇所で生じます。それぞれの箇所で非接触センサがワークの有無を検出し、コンベヤの駆動を制御しています。したがって、センサ位置で特にワーク姿勢が安定するように、搬送ブラケットでコンベヤ下部から保持する必要があります(【図1】参照)。
| 1. | 設置 | |
| 2. | 位置決め | |
| 3. | 排出前停止 |
(2)位置調整が簡単な搬送ブラケット形状
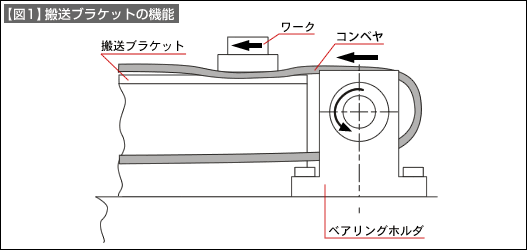
コンベヤ上面とワーク搬送コンベヤのベースプレート上面との平行精度は機能面では不要です。
したがって、組立平行度は出ないものと考えて搬送ブラケット形状を設計するのが好ましいです。さらに(1)の3種類の姿勢の安定性が必要なことから、搬送ブラケットは3個に分割し、それぞれの高さ調整がし易いよう2部品にわけた形状としています(【図2】参照)。
(3)ローコストな搬送ブラケットの設計
次の視点でローコスト化設計を進めます。
(1)部品点数の低減化
ローコストにするには部品点数を減らすのが有利ですが、機能面で3個としたため、まず同一形状化させること。これにより、設計費と加工費が低減できます。
(2)部品加工費の低減化
部品加工費は、材料費と形状加工費に分け、ローコスト化設計を考えます。
■部品加工費の低減
市販材料を選択し、かつ、極力外形加工の不要な標準材料を採用する。ここでは搬送ワークの重量から冷間圧延鋼鋼板(SPCC)板厚t=2mmを採用。SPCCは寸法精度が良い、外観がきれいで曲げ・絞り・切断・溶接の加工性が良い特徴があります。
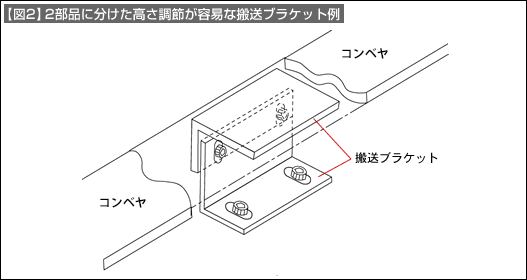
■形状加工費の低減
加工費の最小化とは加工時間を最小にすること。このことは、材料除去量を最小化することとほぼ一致します。ここでは、位置調整用の穴加工以外を不要とし、ブラケット強度を得るために溶接法で補強する構造を採用しています(【図3】参照)。