[2024/8/2公開]
Question
切込み深さが小さいときにびびってしまいます
エンドミルの側面加工で、軸方向の切込み深さが大きいときは問題無いのですが、小さいときにびびってしまいます。切込み深さが小さい方が切削抵抗が小さいと思うのですがなぜですか?
Answer
びびりが発生するのはエンドミルの先端が振れていることが考えられますが、軸方向の切込み深さを小さくするとびびるのは、加工物に接している刃数が変動し径方向の力が断続的になっていることも考えられます。
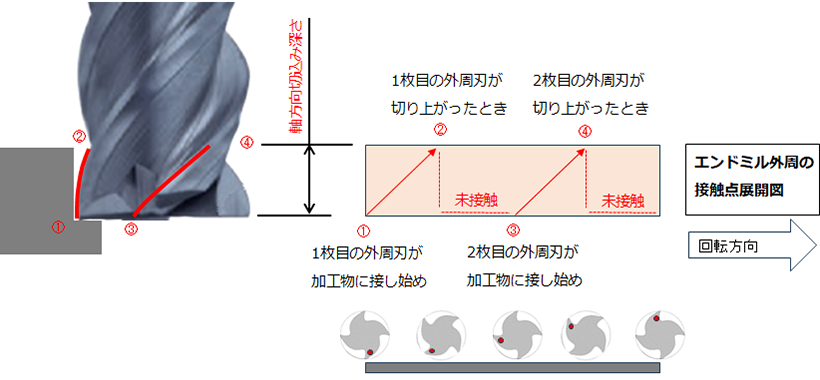
【軸方向切込み深さが小さく振動が大きくなる状態】
図1では軸方向の切込み深さが小さく、1枚目の外周刃が切り上がったときに、2枚目の外周刃はまだ加工物に接していません。加工物と断続的に接するので、エンドミルにかかる径方向の力も断続的で、変動が大きくなります。振動が大きくなるとびびりなどが発生し、加工面の面粗度が悪くなり工具寿命が短くなります。
図1
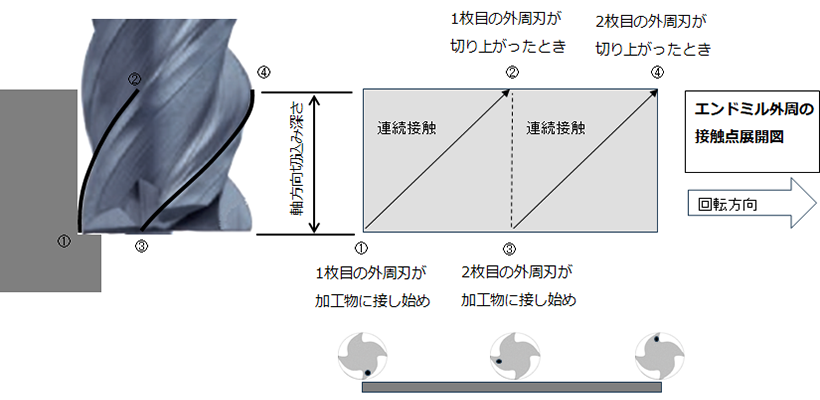
【軸方向切込み深さが大きく振動が小さくなる状態】
図2では軸方向の切込み深さが大きく、1枚目の外周刃が切り上がると、2枚目の外周刃が加工物に接し始めます。加工物と連続的に接するので、エンドミルにかかる径方向の力も連続的で、変動が小さくなります。振動が小さくなると、エンドミルへのダメージが減り工具寿命距離も延びます。
図2
【安定加工するための軸方向切込み深さの算出】
軸方向の切込み深さは加工物に接する箇所の数がなるべく変動しないように設定するとびびりの減少が期待できます。軸方向切込み深さと刃径、刃数、ねじれ角との関係式は以下となります。i:整数倍の値にして算出されたAd:軸方向切込み深さでは、常に一定の刃数が接していることになります。
Ad=3.14×D/Z/tanθ×i
D:刃径(mm)
Ad:軸方向切込み深さ(mm)
Z:刃数
θ:ねじれ角
i:整数倍で安定、0.5で最も変動
【安定加工するための刃径の算出】
軸方向の切込み深さを調整することが困難な場合、刃径を調整して連続接触するように調整する方法もあります。刃径と刃数、ねじれ角、軸方向切込み深さの関係式は以下となります。iを整数倍の値にして算出されたD:刃径では、常に一定の刃数が接していることになります。
D=Ad*Z*tanθ/3.14/i
D:刃径(mm)
Ad:軸方向切込み深さ(mm)
Z:刃数
θ:ねじれ角
i:整数倍で安定、0.5で最も変動
おすすめ商品










関連ページ