[2023/11/28公開]
Question
エンドミルを選定したい
エンドミルはたくさん種類がありますが、どのように選定するのか教えてほしいです。
Answer
加工用途と被削材、加工制約による刃寸法と外形状寸法から選定します。また、効率的な加工を行うために、刃数・ねじれ角・コーナー形状を選びます。
エンドミル選定に必要な仕様と選定内容を、以下に記載していますのでご参照ください。
エンドミル選定に必要な仕様と選定内容
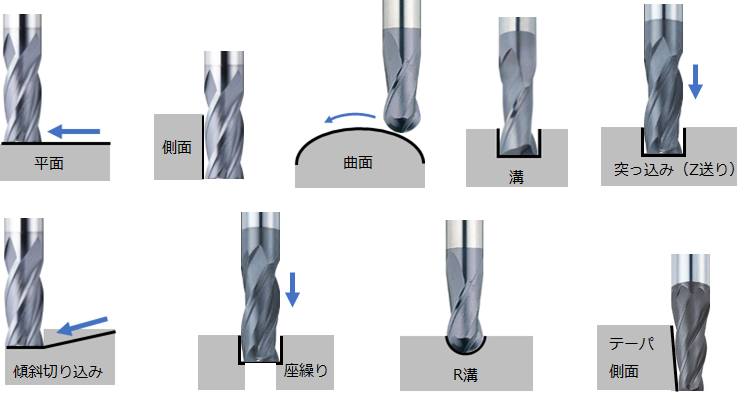
①加工用途の選択:加工形状に応じて選択します。
| 加工用途選択肢 | 推奨刃先形状 |
|---|---|
| 平面 | スクエア、ラジアス、刃先交換工具の正面フライス |
| 側面 | 4枚刃以上のスクエアまたはラジアス |
| 曲面 | ボールまたはラジアス |
| 溝 | 2枚刃か3枚刃のスクエア |
| 突っ込み | 座繰り用または多機能のスクエア |
| 加工用途選択肢 | 推奨刃先形状 |
|---|---|
| 傾斜切り込み | スクエアまたはラジアス |
| 座繰り | 底刃フラットのスクエア |
| R溝 | ボールエンドミル |
| テーパ側面 | テーパエンドミル |
②被削材・工具材質・コーティングの選択:被削材の種類により選択します。
| 被削材の選択肢 | 主な材種 | 推奨工具材質 | 推奨コーティング |
|---|---|---|---|
| 一般鋼 | 生材のS45C、SS400等 | 超硬、ハイス類 | 鋼用 |
| 調質鋼 | 硬さHRC40以下のSKS、SKD、SCM、HPM、NAK等 | 超硬、粉末ハイス | 鋼用 |
| 高硬度鋼~HRC55 | 硬さHRC55以下の焼入れ鋼 | 超硬 | 鋼用 |
| 高硬度鋼~HRC60 | 硬さHRC60以下の焼入れ鋼 | 超硬 | 鋼用 |
| 高硬度鋼HRC61~ | 硬さHRC61以上の焼入れ鋼 | 超硬、セラミック、CBN | 鋼用 |
| ステンレス鋼 | SUS類 | 超硬、粉末ハイス | 鋼用 |
| 鋳鉄 | FC類 | 超硬、ハイス類 | 鋼用 |
| アルミ | アルミ合金類 | 超硬、ハイス類、ダイヤ | 非鉄用(DLC)、ノンコート |
| チタン | チタン合金類 | 超硬 | 鋼用 |
| 銅 | 銅合金類 | 超硬、ハイス類 | 非鉄用(CrN) |
| グラファイト | FRPなどもこちらを選択 | 超硬、ダイヤ | 非鉄用(ダイヤコート) |
| 樹脂 | MCナイロン等 | 超硬、ハイス類 | ノンコート |
③刃寸法の選択:刃径、刃長、コーナ・ボール半径、片角を加工形状に応じて選択します。

- 刃径:加工形状に応じて選びますが、径の太い方が高剛性になります。
- 刃長:必要以上に長いと振動しますので、加工に必要な最小限の長さを選びます。
- コーナ・ボール半径:ボールエンドミルまたはラジアスエンドミルのRを選びます。
- 片角 :テーパエンドミル側刃の中心軸に対する傾き角度を選びます。
④外形状寸法の選択:首下長、全長、シャンク径 を必要に応じ選びます。
- 首下長:必要以上に長いと振動しますので、加工に必要な最小限の長さを選びます。
- 全長:コレットでつかむ長さも考慮して、加工に必要な最小限の長さを選びます。
- シャンク径:刃径より細いシャンク径を選ぶと、ロングネックのように使用できます。
⑤効率的な加工を行うための選択:刃数、ねじれ角、コーナー形状を必要に応じ選びます。
-
刃数:
1枚刃は主に細かい刻印加工に使用します。
2枚刃、3枚刃は刃と刃の間の溝が大きいので、きりこが排出しづらい溝加工に適しています。
4枚刃以上は芯厚が太く剛性があり、また刃数に比例して送りが上げられるので側面加工に適しています。
-
ねじれ角:
ねじれなしは、切削抵抗が高くなりますが製作が容易なため、自由指定直刃エンドミルでは任意寸法指定ができます。
弱ねじれ(1~29°)は、軸方向の分力が小さいため、薄板など上下方向に剛性が低い被削材加工に適しています。
標準ねじれ(30~44°)は、切削抵抗、切りくず排出性、刃先強度のバランスが優れているので、標準的に使われます。
強ねじれ(45~60°)は、刃への送り分力が小さくなるので、送りを上げることができます。
不等リード・不等分割は、振動を打ち消す効果があります。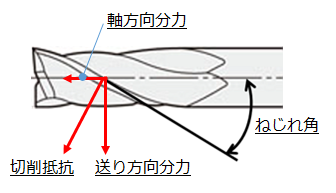
-
コーナー形状:
ピンカドは刃先コーナーが鋭く、アルミなど粘性がある加工に適しています。
アタリ付きは、底刃のすくい角を外周刃付近までおとすことで、刃先強度を増しています。
C面・微小Rは、アタリ付同様刃先強度を増しますが、加工形状に合致するか確認が必要です。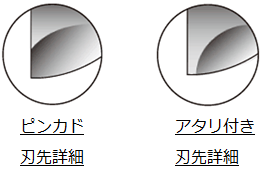
おすすめ商品












関連ページ