[2024/2/6公開]
Question
旋削チップ(またはインサート)の選び方を教えてください
インサートの種類がたくさんあり、材種とブレーカーの組み合わせのどれがベストなのか分からない
Answer
メーカー推奨のインサート材種とブレーカーの組み合わせを参考にしてください。
三菱マテリアルの旋削加工用インサートの「おすすめ組み合わせリスト」をご用意しました。
インサート材種とブレーカのおすすめ組み合わせ表
| インサート材種とブレーカのおすすめ組合せ表 | 推奨ブレーカ | |||||
|---|---|---|---|---|---|---|
| 被削材 | 被削材名(例) | インサート材種 | 仕上切削 | 軽切削 | 中切削 | 荒切削 |
| 鋼 | S45C_SCM440 | MC6125 | FP | LP | MA | RP |
| ステンレス鋼 | SUS304_SUS316 | MC7025 | - | LM | MA | RM |
| 鋳鉄 | FC300_FCD400 | MC5115 | - | LK | GK | RK |
| チタン合金 | Ti-6Al-4V | MT9015 | FS | LS | MS | RS |
| 耐熱合金 | Inconel718 | MP9025 | FS | LS | MS | RS |
| 汎用 | 上記いずれも対応 | VP15TF | R/L-F | - | MA | - |
| 鉄・鋳鉄など※ | S45C_FC300など | NX2525 | R/L-F | SH | - | - |
※鋼・鋳鉄などの加工において光沢面が必要な場合はサーメット材種「NX2525」をおすすめします。
| 切削領域 | 切込み量(ap) |
|---|---|
| 仕上切削 | ~0.5mm |
| 軽切削 | 0.5~1.5mm |
| 中切削 | 1.5~4.0mm |
| 荒切削 | 4.0~6.0mm |
※目安となります。
材種の特長
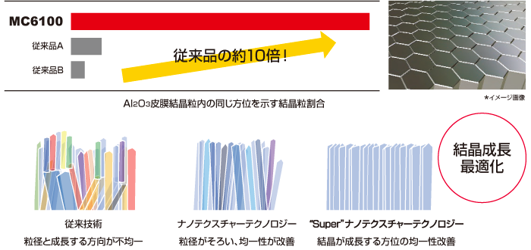
・鋼旋削加工用CVDコーテッド超硬材種MC6115/MC6125
Superナノテクスチャーテクノロジーの実現により、耐摩耗性が飛躍的に向上。
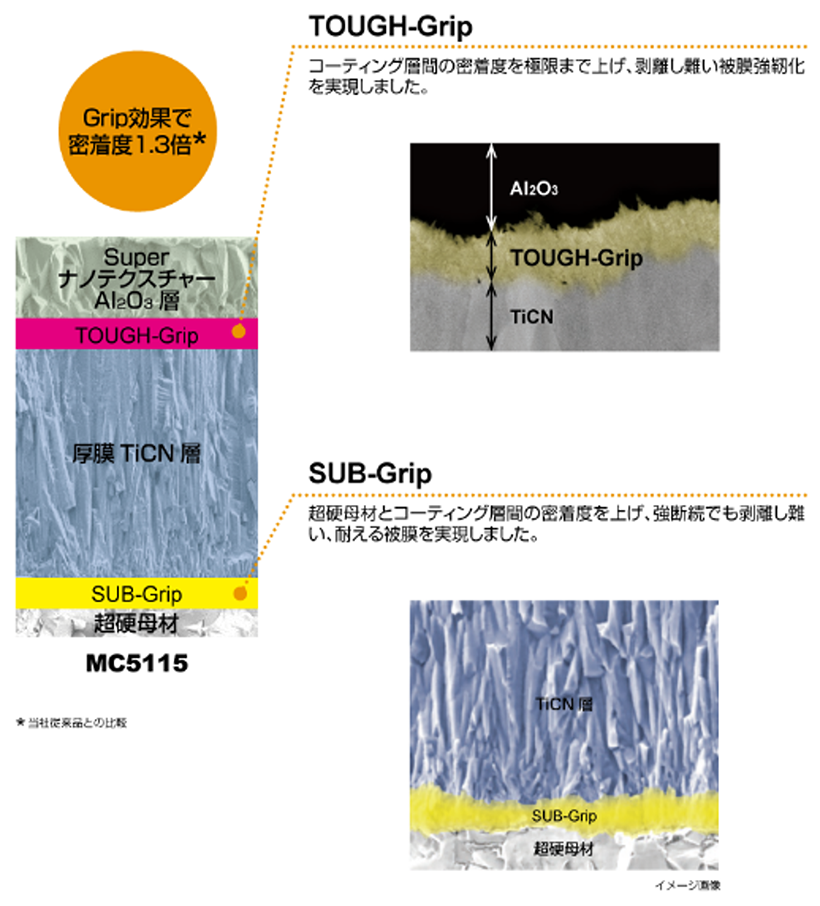
・鋼旋削加工用CVDコーテッド超硬材種MC5105/MC5115/MC5125
Gripコンビネーションがコーティング層の密着をこれまでの1.3倍に高め、コーティングの剥離トラブルを抑制する。
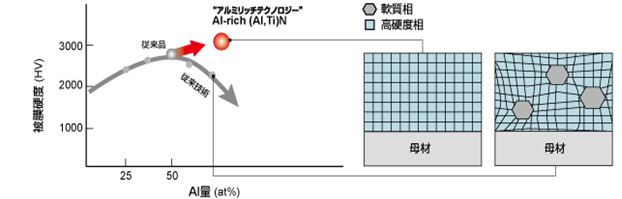
・難削材旋削加工用インサートシリーズMP9000/MT9000
アルミリッチテクノロジーにより耐熱合金加工時の耐摩耗性、耐クレータ性、耐溶着性を大幅に改善。
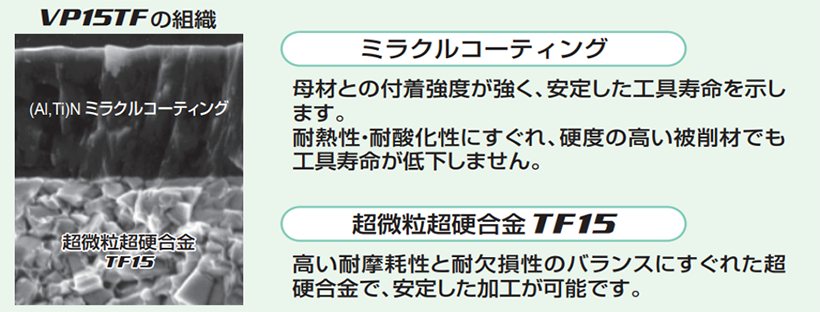
・ミラクルコーティング VP15TF
最大の汎用性。鋼、ステンレス鋳鉄、すべてに適応
技術情報提供:三菱マテリアル
おすすめ商品




関連ページ