[2023/12/8公開]
Question
大型加工機で工程集約する方法はありますか?
- 大型なワークの段取りに時間を取られてしまっている。
- 多面加工をしたいが、都度の段替えにかなりの時間を要してしまっている。
Answer
①ワークのクランプにおける時間短縮
- テーブル上面から挿入できるTナットの使用
- 電磁式クランプを用いたチャッキング
②ワークのクランプ高さ調整
③段取り短縮
大型加工機における加工前段取り
門型加工機などの大型加工機では、機械のサイズに合わせて、ワークや治具も大型化します。
大きいものでは2,3mを上回ってくるため、それに応じて加工前段取りにも時間を要してしまいます。

この記事では、大型加工機での段取り短縮する方法を、項目ごとに分けてみていきます。
①ワークのクランプにおける時間短縮
1.テーブル上面から挿入できるTナットの使用
通常はテーブル側面からしか挿入できないTナットですが、菱形状のTナットへと変更することで、テーブル上面からでも挿入することができます。
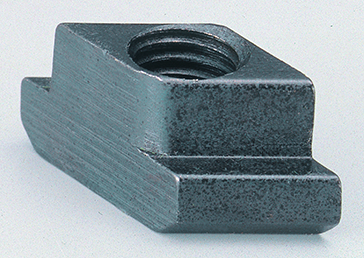
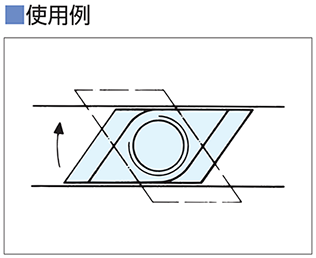
上面から挿入し、T溝内で回転させることで、T溝内部と接触し、締結が可能になります。
Tナットの挿入だけでなく、手間のかかっていた内部での位置調整も必要なくなります。
門型加工機やテーブル幅の大きい立形MCなどで重宝される逸品です。
2.電磁式クランプを用いたチャッキング
サイズの大きいワークともなると、クランプする箇所も多くなり、 手締めでのクランプだとかなりの時間を要してしまいます。
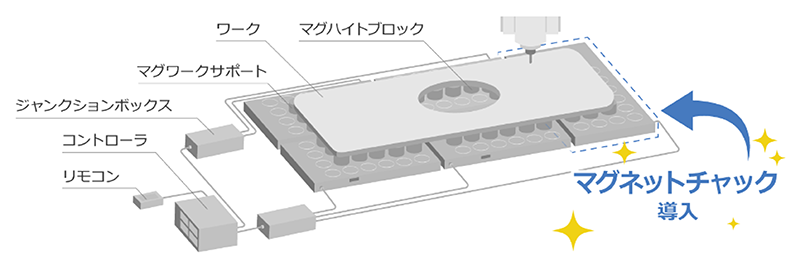
マグネットチャックを導入することで、鉄系ワークならスイッチを入れるだけでクランプ。
大型ワーク向けの並列仕様でも、ジャンクションボックスの使用で、ワンタッチでの全期チャッキングも可能になり、クランプ時間を大幅に短縮できます。
②ワークのクランプ高さ調整
- ねじピッチの大きいジャッキの使用
大型ワークのクランプともなると、その分高さ調整の昇降幅も広くなります。
通常のジャッキだと揚程が小さいため調整に時間がかかってしまうだけでなく、そもそもの高さが足りない可能性が出てきます。
送り量が大きくネジの長いジャッキを用いることで、大型ワークのクランプでも短い時間で高さ調整を行うことができるようになります。


③段取り短縮
段取り替えの工程集約をして機械の稼働時間を長くすることも、生産効率の向上に繋がります。
- ワーク下部から引き込むクランプの使用
ワークの多面加工を行う際、従来のクランプでは、ワーク側面/上面に治具干渉があり、都度クランプを変更する必要がありました。

クランプの方法を下面からの引き込みに変更することで、上面/側面がフリーになり、一つの工程で5面加工を行うことが可能になります。
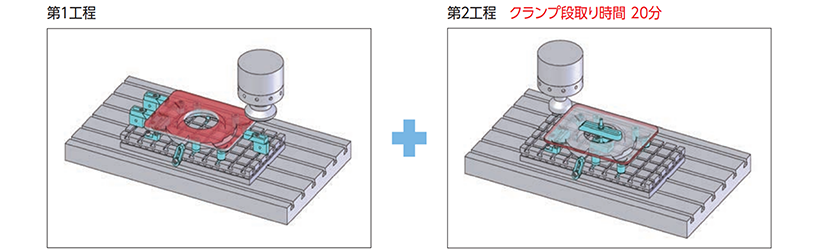
第1工程用治具 … ワーク外周を横側から3か所クランプ。ボルトを締めすぎるとクランプ歪が起こるため全体を調整しながら締め付け作業を行う。
第2工程用治具 … ワーク上面をクランプ。第1工程目では治具干渉のため、加工ができなかった外周部を加工
先の項であったマグネットチャックでも同様に、サイドクランプなど干渉がなく一工程での多面加工を実現することができます。
使用事例
大型加工機でのクランプ工程集約

マグネットチャックの複数使用で大型ワークもワンタッチでクランプ
出典:株式会社ナベヤ
おすすめ商品






関連ページ