[2023/10/20公開]
Question
加工後、切削液の液だれを短くする方法はありますか?
・加工後にクーラントの液だれ時間が長く、次の加工に移るまでに時間がかかってしまう。
・液だれが止まるまで、機内測定や段取り替えができない。
Answer
チェックバルブ付きのノズルを採用する
そもそも...どうして液だれを防ぐ必要があるのでしょうか?
液だれが及ぼす影響
加工後の液だれ時間が長いと、作業効率の低下や作業ミスを招く恐れがあります。

液だれによる機械稼働時間のロスは、およそ5-10分と言われています。
頻繁に加工と段取りを繰り返す場合、機械のアイドルタイムは計り知れません。
液だれを防ぐメリット

液だれを防ぐことにより、多くの改善が得られます。
・残留切削液がなくなることで、段取り時間を大幅に短縮することができます。
・次の加工に移るまでの時間が短くなり、機械稼働率が向上します。
・作業者に切削液がかかるリスクが減るなど、作業環境が改善します。
・切削液の干渉が減少し、工具長測定の精度が向上、品質改善に繋がります。
液だれを防止するノズル

インサートノズル PM-液ダレ防止型
「ピタッ」と止まって「パッ」と出る。
・内部にボールとバネの逆止弁を含んだ構造
・停止時は素早く止まるだけでなく、噴射時は出だしの勢いが良くなります。
【液だれ防止の仕組み】

【内部構造】
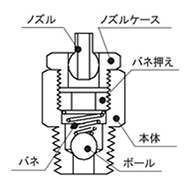
噴射時はボールがバネを押し出します。
【通常ノズルの内部構造】
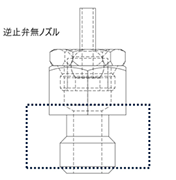
機械停止後も一定時間は残液が垂れます。
使用事例
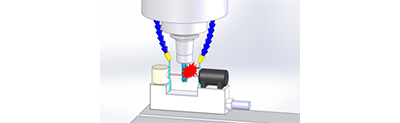
【素早い液止めでチョコ停(小停止)を防止】
「ピタッ」とすぐに止まるため、切削加工後の機械停止時間を短くすることができます。

マシニングセンタへの組み込み例

液だれの防止でより良い加工環境となり、生産効率の向上が期待できます。
出典:株式会社ナベヤ
おすすめ商品

関連ページ