[2024/2/2公開]
Question
ボールエンドミルの先端だけが早く摩耗してしまいます
ボールエンドミルで加工していますが、ボールの先端だけが早く摩耗してしまいます。なにか改善する方法はありますか?
Answer
改善する手段としてボールエンドミルの中心刃付近の切削を避けるため軸を被削材に対して傾けることや、回転速度を実切削径で設定することが考えられます。また、ラジアスエンドミルを適用することも有効です。
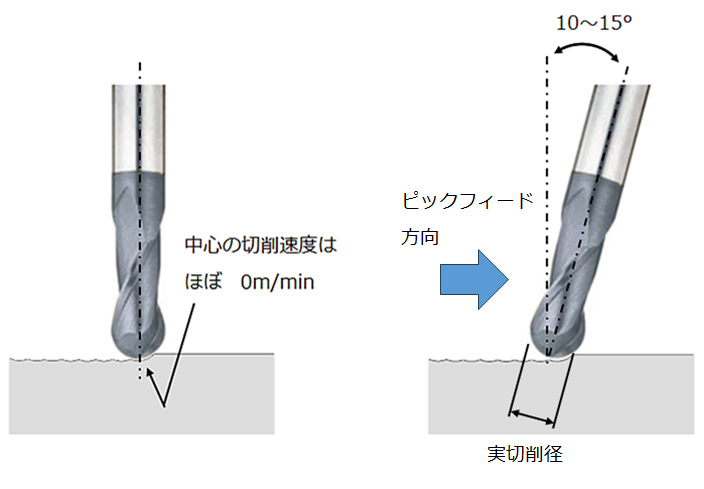
ボールエンドミルの先端だけが摩耗する要因として、回転軸付近での切削速度が遅いことが考えられます。先端中心では切削速度はほぼ0m/minなので、送り速度で擦っている状態になります。
(1)ボールエンドミルを傾けて加工する
5軸制御MCでは、被削材に対して回転軸を傾けることで、先端摩耗を軽減することができます。ロングネックボールなどは横方向の力に弱いため、極端な傾けを避け、被削材に対してピックフィード方向へ10~15°程度を目安にします。その場合の回転速度は傾けた刃先が被削材に触れる最外径での実切削径を元に算出します。
(2)刃先先端の切削速度を適正にする
刃先が切り込んだときの被削材と接する最外径である実切削径で、回転速度を設定します。
詳細は以下関連記事
「V溝カッター・ボールエンドミル切削条件のポイント」をご参照ください。

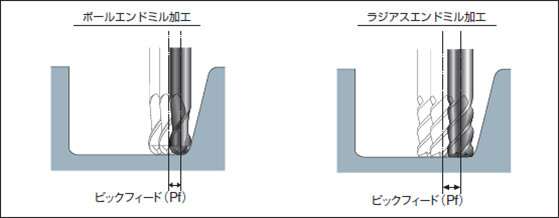
(3)ラジアスエンドミルを適用する
3軸制御MCによる切削で、中心刃による切削が多い平面形状の切削では、ラジアスエンドミルの適用も考えると高精度、高能率な切削が期待できます。
詳細は以下関連記事
「ラジアスエンドミルによる倣い加工のメリット」をご参照ください。