
[2023/7/3公開]
Question
エンドミルでの突っ込み加工について教えて
エンドミル加工で突っ込み加工をしようと考えていますが、どのようなエンドミルで行えるか知りたい
また、突っ込み加工を行うときの切削条件を知りたい
Answer
以下に穴あけ加工を行う工具の選定と突っ込み加工の切削条件を記載しましたのでご参照ください
穴あけ加工を行う工具の選定
1. 被削材形状による穴あけ加工の推奨工具
通常の穴あけ加工ではエンドミルよりドリルでの加工を推奨いたしますが、傾斜面や段差面への加工、穴底面をフラットにしたい場合などはエンドミルを使用することがあります。
また、先端が平らなフラットドリルでも加工できますが、加工目的の刃径が無い場合があります。

2. 突っ込み加工に用いられるエンドミルの選定
(a)突っ込み加工には底刃にセンターカット(中心に切れ刃)があるエンドミルを選定します

(b)溝が大きい2枚刃~3枚刃エンドミル、または4枚刃多機能のエンドミルを選定します

3. エンドミルでの穴あけ加工の注意点
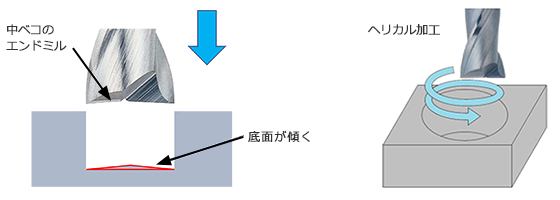
中ベコのエンドミルでは突っ込み加工だけで仕上げると穴の底面に傾斜が付くので、穴底面をフラットにしたい場合は、底刃がフラットのエンドミルを選定するかヘリカル加工を行います。
また加工時において、エンドミルでの突っ込み加工はヘリカル加工より折損のリスクが高くなるので、送り速度は溝加工より落とすことが必要です。
突っ込み加工の切削条件
突っ込み加工の切削条件は、溝加工の切削条件を参考にして、換算して設定します。(フラットドリルの切削条件を参照)
(a)エンドミルの刃径が3mm以上の場合
回転数は溝加工の80% 送りは溝加工の40%
切込み深さは0.2D以下 剛性のある焼きばめホルダなどでは0.5D以下
(b)エンドミルの刃径が3mm未満の場合
回転数は溝加工の80% 送りは溝加工の30%
切込み深さは0.2D以下 剛性のある焼きばめホルダなどでは0.5D以下
(換算例) 刃径6 溝切削条件 回転数:8000(min-1) 送り:1000(mm/min)のエンドミルの場合
突っ込み加工条件 回転数:6400(min-1) 送り: 400(mm/min)
切り込み深さは通常のコレットホルダなどでは 0.2D以下 となります





