
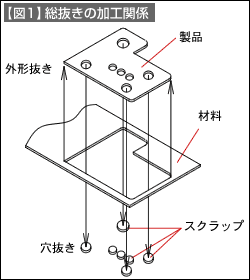
総抜き加工では、【図1】に示すように、外形抜きは下から上方向に向けて抜きます。穴は逆に上から下に抜きます。こうすることで、穴抜きのスクラップは下に落ちます。製品(外形抜き)は上型にあるダイの中に入り込みます。総抜き加工のような複合加工では、スクラップを上に持って行くと処理に大変苦労することが多いので、下に落ちるような形となるように設定することが多いのです。ダイに入り込んだ製品を型外に排出する必要があります。この点が総抜き加工の問題点といえます。
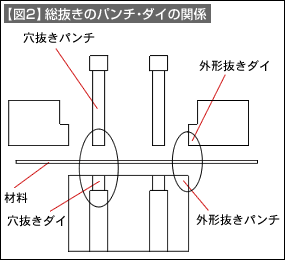
【図2】は、外形抜きと穴抜きのパンチ・ダイの関係を示したものです。楕円で囲った部分がそのぞれの関係部位を示しています。外形抜きパンチは製品と同じ大きさをしています。外形抜きのパンチが下にダイが上に配置されます。ダイの内側に穴抜きパンチが入っています。穴抜きのダイは外形抜きダイの中に作られます。この外形抜きのパンチのような部品を複合部品と呼びます。
外形は下から上に抜きます。この時反りはパンチ面から離れ、上に膨らむように発生しましが、穴抜きパンチが上から押さえるように働きますから実際には反りの発生は押さえられます。
ここに示したものが総抜き型の一次機能部品です。これらに、ストリッパやダイの中に入り込んだ製品を排出するノックアウトといった部品その他が付加され、金型の形となっていきます。