
パンチ&ダイの表面処理とは
パンチ&ダイの表面処理とは、ショットピーニングや窒化処理による母材自体の表面改質や、その上に薄い硬質膜(コーティング)を乗せることで、耐摩耗性を飛躍的に向上させ長寿命化を実現する技術です。ミスミではお客さまのプレス環境の変化に合わせてさまざまな下地処理やコーティングをパンチやボタンダイに施してきました。お客さまの課題に最適な表面処理を選定することでメンテナンス工数やトータルコストを大幅に削減することが可能です。
ミスミの表面処理一覧
ミスミのパンチに適用されるTiCN、Al-Cr系、DLCはPVD方式(物理蒸着)によるコーティングです。500℃未満で処理されるため、焼き戻し温度が500℃以上の母材を硬度低下あるいは寸法変化させることなくコーティング可能です。
ボタンダイやパンチの表面改質をおこなうα処理®やWPC®処理はショットピーニングの一種です。ショットピーニングは母材表面への圧縮残留応力付与や表面硬度向上などを実現させます。とりわけα処理®はWPC®処理よりも微細なショットピーニングのため、変寸せず刃先形状もほとんど変化させることなく母材表面を強化します。
以上より、ミスミのコーティングパンチやα処理®ボタンダイは、表面処理後の寸法・精度が保証されているので、膜厚や変寸を考慮した寸法管理をする必要がありません。
ミスミの表面処理一覧と技術諸元
| 処理方法 | コーティング 膜種 |
下地処理 | 名称 | 型番 | 処理対象 | 表面硬度 (HV) |
膜厚 (μm) |
処理温度 (℃) |
耐熱温度 (℃) |
|---|---|---|---|---|---|---|---|---|---|
| PVD方式 | TiCN | ー | TiCNコーティング | H- | パンチ | 3,000 | 3~5 | 約450 | 約400 |
| WPC® | HWコーティング | HW- | |||||||
| 窒化 | HXコーティング | HX- | |||||||
| Al-Cr系 | α処理® | RPコーティング | RP- | 3,100 | 2~4 | 約450 | 約1,000 | ||
| WPC® | RWコーティング | RW- | |||||||
| 窒化 | RXコーティング | RX- | |||||||
| ー | Rコーティング | R- | 絞りダイ | * | * | ||||
| DLC | ー | DLCコーティング | N- | パンチ | 3,000以上 | 0.1~0.2 | 約200 | 約500 | |
| WPC® | NWコーティング | NW- | 0.1~0.2 | ||||||
| 拡散表面硬化法 | ディコート® | ー | ディコート®処理 | T- | パンチ | 3,200~3,500 | 4~7 | 約1,000 | 約500 |
| ショットピーニング | ー | ー | α処理® | P- | パンチ ボタンダイ |
1,100~1,200 | ー | ー | 母材による |
| WPC®処理 | W- | パンチ | 1,000 |
*Rコーティング絞りダイの表面硬度、膜厚はこちらをご参照ください。
ミスミでは特にパンチにおいて多種多様な表面処理を用意しています。以下でパンチのコーティング膜種と下地処理について詳しく説明します。
最適なコーティングパンチの選定方法
パンチに適用されるコーティング膜種の特長
パンチの摩耗速度は被加工材、引張強度、板厚などさまざまな要素に依存します。また交換基準となる摩耗量やメンテナンス頻度はお客さまの生産数や稼働状況、求める品質などによって大きく変わります。一方でコーティング膜種にも耐摩耗性の強弱や被加工材との相性などさまざまな特性があります。以下に各コーティング膜種の特長を記します。
TiCNコーティング:耐摩耗性と摺動性に優れます。初めてコーティングを試される場合におすすめです。
Al-Cr系コーティング:TiCNよりも耐摩耗性と耐熱性に優れます。ハイテン材や厚板など加工条件が厳しい箇所や生産数が多い型におすすめです。
DLCコーティング:耐凝着に最も優れます。TiCNでは凝着摩耗が解消されないアルミ・銅などを使用する型におすすめです。
コーティングパンチに適用される下地処理の特長
母材に下地処理をおこなってからコーティングを施すことで摺動性や耐摩耗性、コーティング密着力が向上し、さらなる長寿命化を実現します。以下に各下地処理の特長を記します。
WPC®処理:油保持力が高まり摺動性が向上します。窒化よりも付与される圧縮残留応力が高く、靭性も低下しないためチッピングしにくいです。品質重視の型におすすめです。
窒化処理:WPC®処理よりも表面硬度が上がり耐摩耗性が向上します。靭性は低下するのでチッピングしやすいです。生産数重視の型におすすめです。
α処理®:WPC®処理と同様に油保持力が高まり摺動性が向上します。圧縮残留応力が付与され、靭性を下げずに窒化と同等の表面硬度を実現するため、耐摩耗性が高くチッピングもしにくいです。RWパンチ(Al-Cr系+WPC®処理)・RXパンチ(Al-Cr系+窒化処理)よりも耐久力を向上させたい場合は、RPパンチ(Al-Cr系+α処理®)をお試しください。
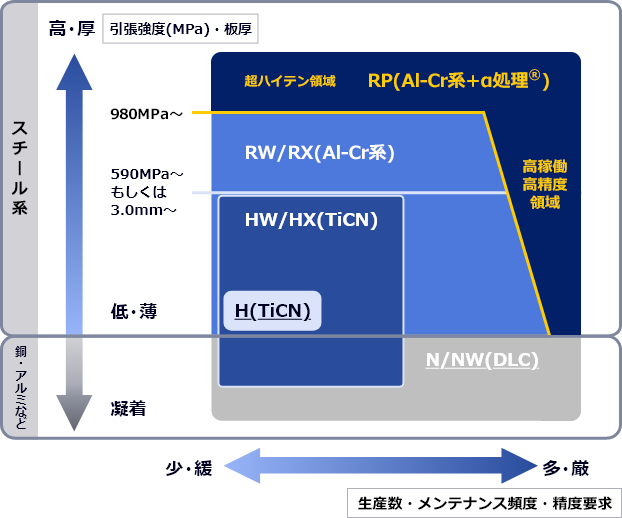
コーティングマップ
多種多様なコーティングの中からお客さまに最適なコーティングを選定いただくため、目安となるコーティングマップを作成しました。
コーティングパンチ ご使用にあたって
コーティングパンチのご使用にあたっては以下の点にご留意ください。
- 有効なコーティング範囲(長さ)はB寸法(刃先長さ)部ですが、これに連続して10mm程、0.5μm以下のごく薄い不完全なコーティング層が形成されます。
- 刃先形状のコーナー部ではコーティング層の膜厚にわずかなバラツキが生じます。
- 再研削時にはコーティング層の剥離を抑制する為、強研削は避けてください。















