
商品開発の経緯
絞り工程ではパンチ・ダイへのコーティングが主流になっています。一方でミスミでは絞りダイの表面処理商品を規格化しておらず、多くのお客様がご購入後に自社で表面処理を施している状況でした。近年その改善を図るために、絞りダイの表面処理商品を規格化してほしいという声が多く寄せられていたため今回標準品としての販売を決定しました。
特長
1)摺動性の向上
絞りダイにコーティングを施すことで摺動性が向上し、カジリ・焼き付きの抑制やスムーズな製品ノックアウトが実現できます。
2)ワンストップ化
ダイ製作、コーティング前のラップ処理、コーティング、コーティング後のラップ処理までをミスミがワンストップ化することで、お客様の工数・時間・費用の削減に貢献します。
ダイ端面からの距離と硬度の関係
内径コーティングはPVD方式(物理的処理方法)の性質上、先端から奥に進むにつれて膜厚が薄くなります。膜厚が薄くなると被膜硬度のみの測定が難しく母材硬度を含んだ硬度測定結果となります。母材硬度以上の硬度が出ている部分についてはコーティング被膜が乗っていると考えられます。ミスミではAl-Cr系コーティングについて2つの試験を行いました。規格選定の際にご参照ください。
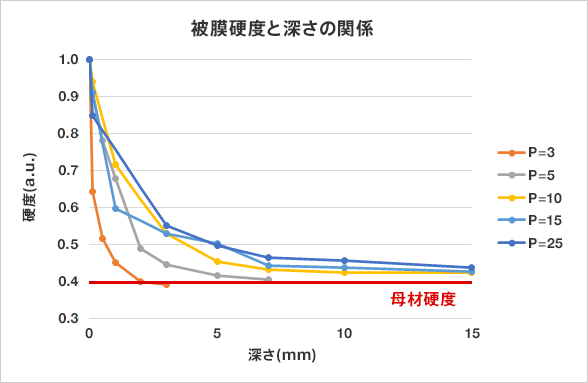
内径深さと硬度の関係
様々な内径寸法(P寸)のダイを準備し、マイクロビッカース硬度計を用いて深さ方向の硬度を測定しました。刃先端面(深さ0mm)の硬度を「1」として、それに対して各地点の硬度がどの程度になるかを表しています。測定結果から、内径寸法が大きくなるにつれて深い位置までコーティングが乗っていることが分かります。
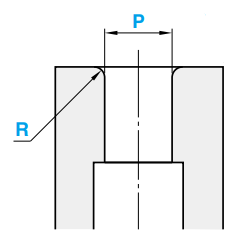
図1 Al-Cr系コーティング ダイ端面からの距離と硬度の関係
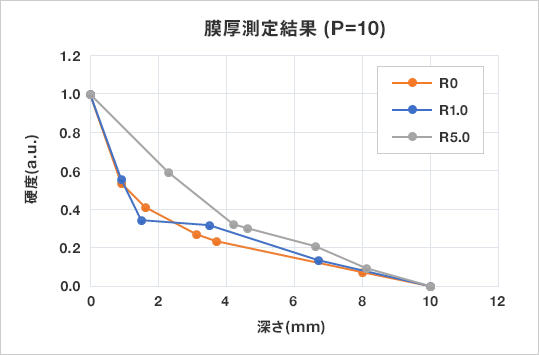
先端R形状と膜厚の関係
3つの先端R形状の絞りダイを用意し、走査電子顕微鏡(SEM)を用いて深さ方向の膜厚を測定しました。刃先端面(深さ0mm)の膜厚を「1」として、それに対して各地点の膜厚がどの程度になるかを表しています。R形状が大きいほど各地点でのコーティングが厚く乗っていることが分かります。
図2 先端R形状毎の膜厚と深さの関係
注意事項
- コーティング処理の性質上、ダイ内径部の膜厚はダイ端面から徐々に薄くなります。これに伴いダイ内径表面の硬度測定値も端面から奥にいくにつれて徐々に低下します。
- 規格選定の際にはダイ端面からの距離と硬度の関係をご確認ください。
- 絞り工程でのカジリ・焼き付きを抑制してメンテナンス工数を削減したい
- 絞りダイ購入後に外注メーカーへコーティングを依頼する手間を省きたい
これらのお悩みを解決する商品です。