
概要
ミスミ「HWコート」をはじめとした多種多様な表面処理パンチは自動車業界を中心に多くのお客様にご使用いただき、高い評価をいただいています。
一方で、超ハイテンや厚板ハイテン材の加工などの過酷なプレス加工が年々増え、HWコートを含めた従来品ではコーティングの早期摩耗や剥離が発生するため、パンチのさらなる長寿命化を要望する声がよせられています。
ミスミではハイテン材や厚板の打ち抜きで耐摩耗性向上・長寿命化を実現するAl-Cr系コーティング(RWコート/RXコート)のパンチを用意しています。
ミスミの「RWコート/RXコート」は従来品や他社品に比べ、耐摩耗性と密着性に優れ、パンチの寿命を大幅に向上しており、ハイテン材をお使いの現場にもおすすめです。
今後さらなる超ハイテン化が進むと、金型部品にかかる負荷も増大し「RWコート/RXコート」や他社のAl-Cr系コートでも耐摩耗性不足の課題を感じるケースが増えてくると考えられます。そのような環境の変化に対応するため、ミスミでは「RWコート/RXコート」よりもさらに耐摩耗性の高い「RPコート(Al-Cr系コート+α処理®)」も用意しています。
RWコーティングパンチの特長
1)耐摩耗性の向上
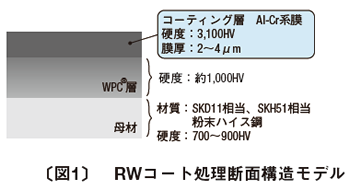
RWコートはコーティングの下地にWPC®処理を施し、上部にAl-Cr系のコーティングを設置した複合コーティングです。
硬度3,100HVの高硬度を実現しました。
TiCN膜よりもさらに硬いため、パンチ刃先の早期摩耗でお困りのお客様に最適です。
2)耐剥離性の向上
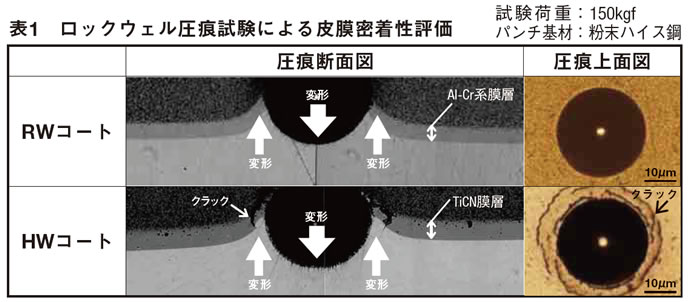
ロックウェルの圧子をパンチ母材に押し付けて、皮膜の密着性、耐クラック性を評価しました(表1)。
HWコートはパンチ基材の隆起に対してTiCN膜層が追従できなくなり、ロックウェルの圧痕周囲に無数のクラックが発生しました。
一方、RWコートはパンチ基材の変形に皮膜が追従しクラックが発生しませんでした。
皮膜の高硬度化と密着性向上の両立を実現したバランスの良いコーティングです。
3)耐熱温度の向上
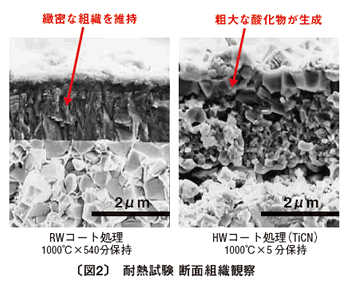
RWコート処理とHWコート処理を施した鋼材の耐熱試験を実施し、皮膜断面の組織観察を行いました(図2)。
HWコートは1,000度で5分間保持したところ、皮膜のTiが粗大な酸化物に変化していることが分かります。
一方、RWコートは1,000度で540分間保持しましたが緻密な組織を維持し、耐熱性に優れていることを確認いたしました。
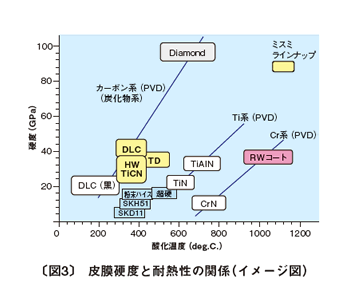
RWコートと各種コーティングの耐熱性(酸化温度)をまとめました(図3)。
RWコートは硬度、耐熱性ともに優れたコーティングであることが分かります。
超ハイテンや厚板ハイテン材などの過酷なプレス加工ではパンチ刃先の温度が上昇します。
プレスのせん断速度やプレス加工油によるパンチ刃先の冷却条件にもよりますが、瞬間的に発する温度としては600度以上になるとの研究もあります。超ハイテン材などの穴抜き加工でコーティングの早期剥離でお困りの場合、パンチ刃先温度の上昇が原因で剥離している可能性がありますので、耐熱性の優れたRWコート処理のご使用を推奨いたします。
※注意事項
本稿に示す耐熱温度はコーティング皮膜単体での耐熱温度であり、パンチ基材の焼き戻し温度を加味していません。パンチの表面が瞬間的に昇温するのではなく、金型やパンチ全体の温度がパンチ基材の焼き戻し温度を超えたプレス条件でのご使用の場合、パンチ基材そのものが焼きなましされ、硬度の低下を招く危険性があります。
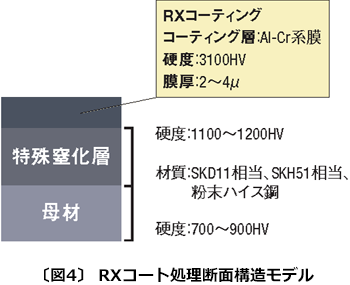
RXコーティングパンチの特長
RXコーティングは下地にラップ仕上げと特殊窒化処理を施し、表面にAl-Cr系のコーティングを設置した複合コーティングです。
ラップ処理と特殊窒化処理によって母材の面粗度と表面硬度が向上し、結果としてコーティングの密着性が上がり被膜の剥離を防ぎます。ショット数が多くメンテナンス工数を削減したい型や、厚板・超ハイテン材などの穴抜き加工に最適です。
一方で窒化処理は母材の靭性を低下させるため細かいチッピングが発生しやすくなります。よって製品精度が求められる型にはRWコーティングやRPコーティングを推奨します。
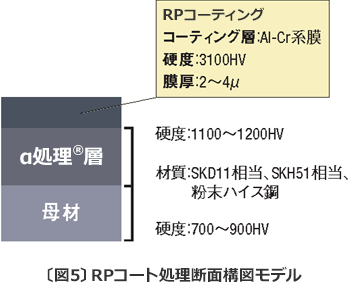
RPコーティングパンチの特長
RPコーティングは下地にα処理®を施し、表面にAl-Cr系のコーティングを設置した複合コーティングです。
α処理®によって圧縮残留応力が付与され、靭性を下げずに窒化処理と同等レベルまで表面硬度が向上するため、従来のRWコーティングやRXコーティングよりもコート密着性が高まり、厳しい打ち抜き条件下でも耐久力を発揮します。
〔表2〕 コート種の性能比較
| コート種 | |||||
|---|---|---|---|---|---|
| 他社 | ミスミ | ||||
| 他社コートA | 他社コートB | RWコート (WPC®処理) |
RXコート (窒化) |
RPコート (α処理®) |
|
| 母材表面硬度 | 母材のまま ー |
窒化 ◎ |
1,100HV ○ |
1,200HV ◎ |
1,200HV ◎ |
| 表面状態 | ラップ磨き ◎ |
ラップ無し △ |
ディンプル ○ |
ラップ処理 ○ |
ナノディンプル ◎* |
| 油保持力 | ー | ー | ○ | ー | ○ |
| チッピング対策 | ー | 靭性低下 △ |
圧縮残留応力 ○ |
靭性低下 △ |
圧縮残留応力 ○ |
| 総合評価 | ○ | △ | ○ | ○ | ◎ |
*α処理®はWPC®処理よりも細かいディンプルを形成し面粗度も改善します。
RXコーティングとRPコーティングの打ち抜き試験をおこない刃先摩耗を観察した結果、RXコーティングは17万ショット時点で刃先が深く剥離・摩耗し再研磨が必要になりましたが、RPコーティングは30万ショットまで耐久し刃先の剥離・摩耗もRXコーティングの17万ショット時点よりも抑えられました。
-打抜き条件-
引張強度:560MPa相当
板厚:3.8mm
打抜き形状:φ12.4mm
クリアランス:11.1%

〔図6〕 試験後のパンチ刃先摩耗比較
厚板ハイテン材 590MPa 板厚10mm 打抜き試験
-打抜き条件-
被加工材:590MPa級ハイテン材
板厚:10mm (0.9mmコイニング加工面)
打抜き速度:35spm
潤滑:油性塩素フリー系クーラント
打抜き形状:φ10.45mm
刃先応力:223kgf/mm2
クリアランス:7%
パンチ:テーパーヘッドパンチ RWコート処理
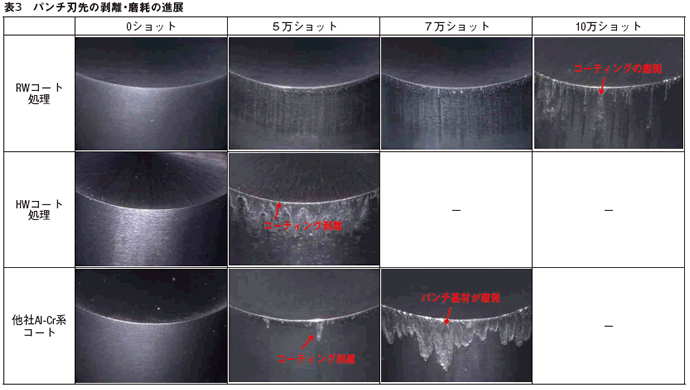
HWコート処理は5万ショットで剥離が進展し試験を中断しましたが、RWコート処理は10万ショットでもコーティングの軽微な摩耗であり、まだ使用可能な状況であることが分かります。寿命としてはHW比で2倍以上の寿命を実現しました。
他社Al-Cr系コーティングは5万ショットでは局部的な剥離でしたが、7万ショットで急激にコーティングの剥離が進展し、パンチ基材の摩耗が確認できます。ミスミのRWコート処理はコーティングの耐剥離性・密着性の点で優位であると考えられます。
お客様のご利用実績
既にご利用いただいている一部のお客様での実績をご紹介します。
RWコーティング・RXコーティングをご採用いただいたことでパンチの長寿命化を実現、金型メンテ工数と製品の原単位削減に貢献しています。
RWコーティング
| No. | 被加工材 | パンチ | 使用中の コーディング |
RW コート 処理 |
(1) vs (2) 寿命比 |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 部品 名称 |
材質 | 引張 強さ |
板厚 (mm) |
メーカー | 刃先径 P寸法 (mm) |
刃先応力 (kgf/mm2) |
メーカー | コーティング名 | 寿命(1) ショット |
寿命(2) ショット |
||
| 1 | 自動車 足回り 部品 |
ハイテン材 | 590 MPa級 |
10 | ミスミ | 10.45 | 223 | ミスミ | HW コート処理 |
50,000 | 100,000 | 2.0倍 |
| 2 | 自動車 ドア 部品 |
ハイテン材 | 590 MPa級 |
3.2 | 6.2 | 99 | HW コート処理 |
100,000 | 300,000 | 3.0 | ||
| 3 | 自動車 電装 部品 |
ハイテン材 | 590 MPa級 |
2.3 | 5.5 | 80 | HW コート処理 |
50,000 | 185,000 | 3.7 | ||
| 4 | 建築・ 設備 部品 |
鉄鋼材 | 約440 MPa |
12 | 13 | 148 | HW コート処理 |
12,000 | 30,000 | 2.5 | ||
| 5 | 自動車 内装 部品 |
ハイテン材 | 980 MPa級 |
1 | 7 | 46 | コーティング TiCN処理 |
40,000 | 430,000 | 10.6 | ||
| 6 | 自動車 足回り 部品 |
ハイテン材 | 590 MPa級 |
5 | 5 | 192 | A社 | Al-Cr系 コーティング |
55,000 | 100,000 | 1.8 | |
| 7 | 自動車 電装 部品 |
ステンレス材 | 約440 MPa |
6 | 6.5 | 148 | B社 | Al-Cr系 コーティング |
40,000 | 70,000 | 1.8 | |
| 8 | 自動車 内装 部品 |
ハイテン材 | 980 MPa級 |
1.8 | 4.6 | 125 | C社 | Ti系 コーティング |
80,000 | 100,000 | 1.3 | |
| 9 | 自動車 電装 部品 |
ハイテン材 | 590 MPa級 |
2.3 | 5.5 | 80 | D社 | Ti系 コーティング |
100,000 | 185,000 | 1.9 | |
RXコーティング
| No. | 被加工材 | パンチ | 使用中の コーディング |
RX コート 処理 |
(1) vs (2) 寿命比 |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 部品 名称 |
材質 | 引張 強さ |
板厚 (mm) |
メーカー | 刃先径 P寸法 (mm) |
刃先応力 (kgf/mm2) |
メーカー | コーティング名 | 寿命(1) ショット |
寿命(2) ショット |
||
| 1 | 自動車 シートベルト 部品 |
ハイテン材 | 440 MPa級 |
2.6 | ミスミ | 6 | 69 | ミスミ | HW コート処理 |
110,000 | 220,000 | 2.0倍 |
| 2 | 自動車 ドア 部品 |
590 MPa級 |
4.5 | 12.1 | 71 | HW コート処理 |
100,000 | 200,000 | 2.0倍 | |||
| 3 | 440 MPa級 |
6 | 5.2 | 185 | RW コート処理 |
100,000 | 150,000 | 1.5倍 | ||||
| 4 | 590 MPa級 |
2.3 | 3.3 | 134 | TiCN コート処理 |
90,000 | 240,000 | 2.7倍 | ||||















