
概要
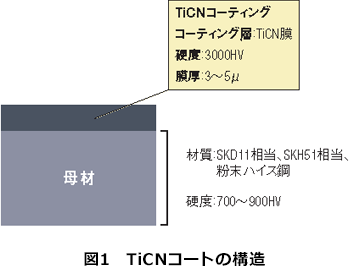
ミスミのパンチに適用されるTiCNコーティングはPVD方式(物理蒸着)によるコーティングです。TiCNコーティングは高硬度、低摩擦係数でパンチの耐摩耗性を向上し、現場のメンテナンス工数削減や製品の品質向上に貢献します。
処理温度は500℃未満のため、焼き戻し温度が500℃以上の母材を硬度低下あるいは寸法変化させることなくコーティング可能です。したがって処理後の寸法・精度が保証されているので、膜厚や変寸を考慮した寸法管理をする必要がありません。
TiCN コーティングの技術諸元
| 硬度(HV) | 3000 |
|---|---|
| 膜厚(μm) | 3~5 |
| 摩擦係数(鋼に対し、ドライで) | 0.3 |
| 耐熱性(℃) | ~400℃ |
| 色調 | 青灰色 |
TiCNコーティングの特長
1.高硬度
TiCNコーティングは超硬よりも硬い3000HVの硬度をもつ膜でパンチ母材を覆います。したがってパンチの耐摩耗性が向上し長寿命化を実現することでメンテナンス工数の大幅な削減に貢献します。
2.低摩擦係数
TiCNコーティングは鋼に対する摩擦係数が小さく化学的にも不活性です。摺動性が高いため高速プレスの環境下でも高い耐摩耗性を実現します。粘性の高い被加工材(軽金属・非鉄金属・ステンレス鋼など)には特に高い効果が期待できます。
TiCNコーティングを強化したHWコーティング

厚板や小径の打ち抜き、高SPMなど過酷なプレス条件では、パンチ刃先摩耗の進行が速まり、結果としてメンテナンス工数が増加します。
ミスミではTiCNコーティングの下地処理としてWPC®処理を施すことで、より耐摩耗性とコーティング密着性を向上させたHWコーティングも用意しています。従来のミスミTiCNコーティング(H-)では耐久性が足りないお客さまにはHWコーティングの使用を推奨します。
HWコートの特長1:母材の硬度UP(耐摩耗性の向上)
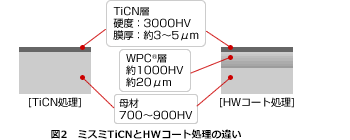
TiCNコーティングは約3000HVと高硬度ですが、高応力下の打抜きの場合、母材に微小変形が発生し高硬度なコーティング膜が母材の変形に追従できずコーティングの割れや剥離が生じることがあります。HWコートではTiCNコーティングの前処理としてWPC®処理を行うことで、母材硬度を約1000HVに向上することができます(図2)。母材の硬度UPに伴いコーティングの割れや剥離を抑制することができ、TiCNコーティングの特長を引き出すことが可能となります。
HWコートの特長2:疲労強度の向上
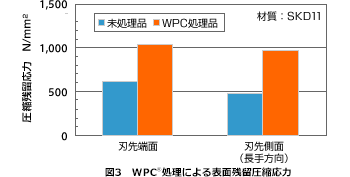
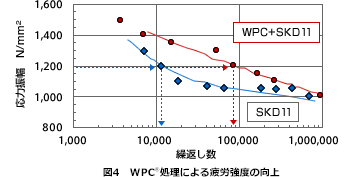
パンチ刃先の折損やチッピングの要因の一つにパンチ母材の疲労強度が上げられます。HWコートではWPC®処理により母材表層に高い残留圧縮応力を付与することが可能となります(図3)。この残留圧縮応力の付与はその他の表面改質技術では得ることが困難な特性です。例えば母材の強度UPに多用されている窒化処理では、残留圧縮応力が200~300N/mm2程度に留まります。HWコートでは約1000N/mm2といった高い残留圧縮応力を得ることができるため、疲労強度が大幅に向上し(図4)パンチ刃先の折損やチッピングの抑制に効果を発揮します。
HWコートの特長3:耐焼付性の向上
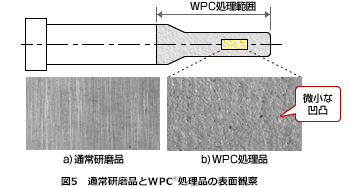
通常、パンチの研磨仕上げの場合、研磨方向に条痕が残るのに対しWPC®処理では微小な凹凸形状が形成されます。この凹凸部は打抜き時、加工油の油溜まりとなるため耐焼付性の改善が期待できます(図5)。
TiCNコートおよびHWコートの効果
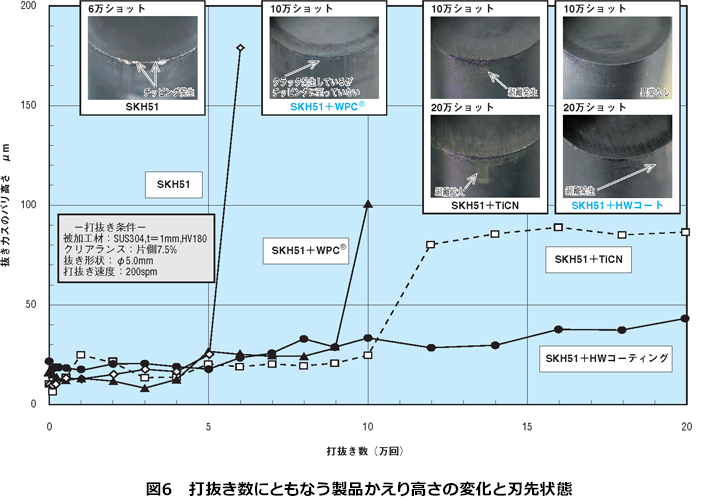
図内条件で製品かえり高さが100μを超えるまでSUS304の打抜きをおこないました。
TiCNコーティングパンチはノンコートパンチやWPC®処理パンチが許容値を超えたショット数に到達しても製品かえり高さ許容値内で耐久し、20万ショットを超えても100μに達しませんでした。
HWコーティングパンチも同様に20万ショットを超えても製品かえり高さは許容値内を推移し、さらにTiCNコーティングパンチと比較しても製品かえり高さと刃先摩耗を圧倒的に抑えることができました。
HXコーティングパンチの特長
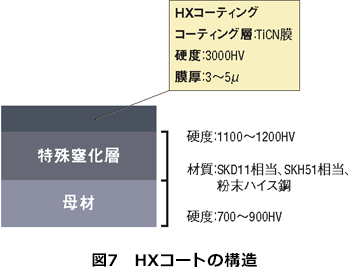
HXコーティングは下地にラップ仕上げと特殊窒化処理を施し、表面にTiCNコーティングを設置した複合コーティングです。
ラップ処理と特殊窒化処理によって母材の面粗度と表面硬度が向上し、結果としてコーティングの密着性が上がり被膜の剥離を防ぎます。ショット数が多くメンテナンス工数を削減したい型に最適です。
一方で窒化処理は母材の靭性を低下させるため細かいチッピングが発生しやすくなります。よって製品精度が求められる型にはHWコーティングを推奨します。
TiCNコーティングでは解決できない課題に対して
ミスミではTiCNコーティング以外にもパンチやボタンダイへの多種多様な表面処理を用意しています。
TiCNコーティングでは耐久性が足りない場合には、より高耐久のAl-Cr系コーティング、アルミや銅の凝着に悩んでいる場合にはDLCコーティング、パンチだけではなくボタンダイの耐久性も向上したい場合にはα処理®などがあります。様々な課題をお持ちのお客様は下記のミスミ表面処理総合ページや、ページ下部にある各表面処理の技術資料ページリンクをご参照ください。最適な表面処理の提案をいたします。
ミスミの表面処理全般についてはこちら







