
[2022/12/22公開]
Question
アルミ・一般鋼・ステンレス鋼を加工していますが、加工に使用するエンドミルを一本に集約できませんか?
単品加工の受注が多くアルミ・一般鋼・ステンレス鋼をメインに加工しています。その3種類の素材で良好な面粗度が得られるマルチ被削材対応のエンドミルはありますか?
Answer
不等リード・不等分割エンドミルは防振効果があるのでアルミでもステンレス鋼でも良好な面粗度を実現できます
面粗度が悪くなる要因の一つにエンドミルのびびり(振動)があります。
エンドミル加工では、エンドミルそのものが周期的な弾性変形を繰返します。
この振幅はアルミは小さく、一般鋼やステンレス鋼は大きくなるため面粗度が悪化します。
刃を不等分割にして、刃があたる間隔をずらすことにより、それぞれの刃の振幅のタイミングがずれ、ピークが減少します。また同様に不等リードはエンドミルの軸方向において連続的に刃のあたるタイミングがずれ、振幅の重なりによるピークが減少します。そのため、アルミ、一般鋼、ステンレス鋼等の幅広い材種において良好な面粗度を実現することがきます。
加工事例
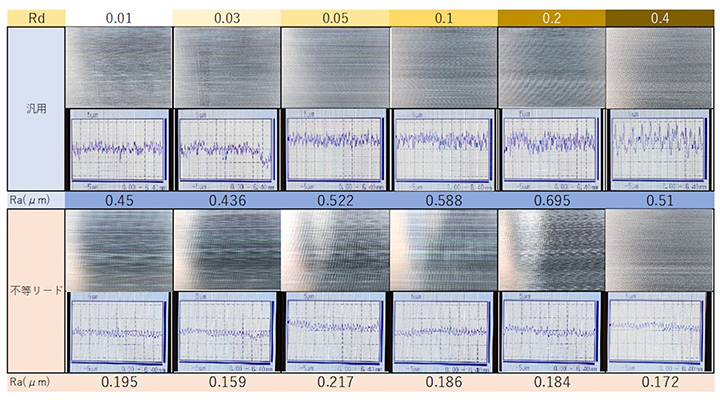
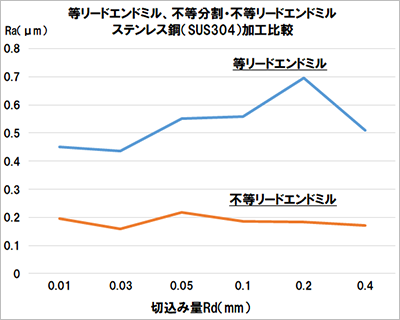
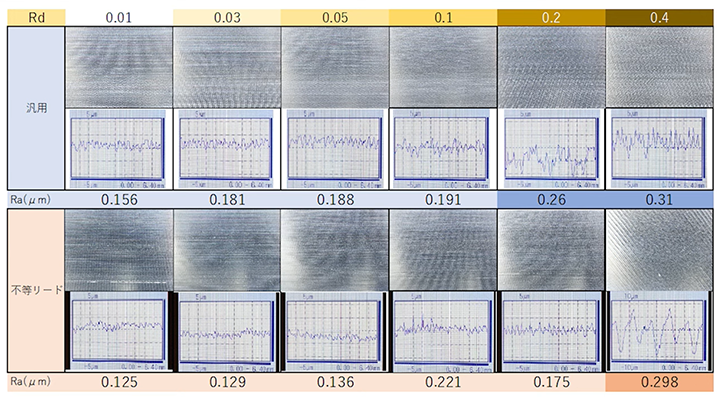
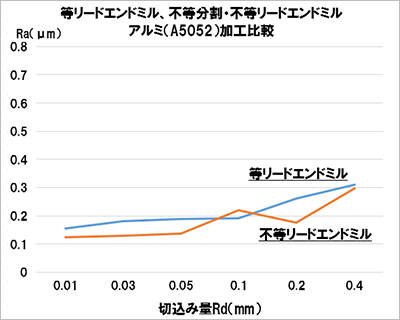
ステンレス鋼(SUS304)、アルミ(A5052)における切込み量別の面粗度比較テスト
今回の加工テストでは一般鋼よりも難削のステンレス鋼(SUS304)と、見た目の仕上がりを求められるアルミ(A5052)それぞれの比較加工を行いました。
エンドミルはミスミ製XAL-EM4R10(等リードエンドミル)とXAL-VHEM4R10(不等分割・不等リードエンドミル)を使用し、側面切削で比較した結果、切込み量Rd0.01~0.4mmの全領域で、通常の切削加工仕上げRa0.8をクリアしました。ただし、等リードエンドミルでは切込み量を増やすと面粗度が粗くなる傾向になり、対して不等分割エンドミルでは切込み量を増やしても安定した面粗度Ra0.2を得ることができました。
不等リードエンドミルはより安定した面粗度を実現できたといえます。
【被削材:ステンレス鋼304テスト結果】
| 項目名 | 設定内容 |
|---|---|
| 工具名 | ミスミ XALコーティング XAL-EM4R10・XAL-VHEM4R10 |
| 刃径・刃長・全長 | 【XAL-EM4R10】 刃径10mm・刃長30mm・全長80mm 【XAL-VHEM4R10】 刃径10mm・刃長30mm・全長75mm |
| 加工方向 | 側面 |
| 回転数 | 1780 min⁻1 |
| 送り | 1430 mm/min |
| 切削速度(周速) | 56 m/min |
| 切込み量 | Ad:30mm/Rd:0.01~0.4mm |
| 工具突き出し量 | 38mm |
| ワーク | SUS304 |
| クーラント | なし(ドライ) |
【被削材:ステンレス鋼(SUS304)テスト加工動画】

【被削材:アルミ(A5052)テスト結果】
| 項目名 | 設定内容 |
|---|---|
| 工具名 | ミスミ XALコーティング XAL-EM4R10・XAL-VHEM4R10 |
| 刃径・刃長・全長 | 【XAL-EM4R10】 刃径10mm・刃長30mm・全長80mm 【XAL-VHEM4R10】 刃径10mm・刃長30mm・全長75mm |
| 加工方向 | 側面 |
| 回転数 | 4460 min⁻1 |
| 送り | 3570 mm/min |
| 切削速度(周速) | 140 m/min |
| 切込み量 | Ad:30mm/Rd:0.01~0.4mm |
| 工具突き出し量 | 38mm |
| ワーク | A5052 |
| クーラント | なし(ドライ) |
【被削材:アルミ(A5052)テスト加工動画】

おすすめ商品






加工事例提供会社のご紹介
![]()
![]()
 株式会社 今橋製作所
株式会社 今橋製作所
https://www.imahashi-ss.jp/
茨城県日立市十王町伊師20-42
(伊師工業団地内)
TEL 0294-39-1161
FAX 0294-39-1162
今橋製作所youtubeチャンネルはこちらから↑
テスト事例・課題解決事例をご提供いただけるお客さまは是非とも以下TELまたはメールよりご連絡ください
TEL 03-6778-7744(切削加工事業部宛に「技術情報掲載の件で」とお伝えください)
Mail cuttingteam2@ml.misumi.co.jp