
Question
キー溝を効率良く、高精度に加工したい
キー溝を加工する際に、溝の幅が均一に仕上がらず、困っています。溝の幅が均一でな いと、キーがうまく入りません。
キー溝加工を高精度に加工するためのポイントはありますか?
Answer
エンドミルによる切削方式
工具の切れ刃部の切削抵抗を小さくするために、切り込み量を少なくすることと、刃先負担が一定になる工具軌跡にすることが、キー溝の加工には最適と言えます。
それにより、高速回転・高送りの条件で安定した加工が可能となります。
また、切削抵抗と熱影響を低く抑えられるため、工具の性能が安定し長寿命となります。
- (1)
- 往復ジグザグ工具軌跡(底刃中心の切削方式)
Z方向の切込み量を少なく抑えて、段階的に切り下げて行く切削方式です(図1参照)。層状の切削加工を行うため、短刃長のラジアスエンドミルでビビリを抑制して加工することが有効です。
- (2)
- トロコイド工具軌跡(外周刃中心の切削方式)
円弧状の軌跡で切削加工を行います(図2参照)。外周刃の切込み量が少なく一定になります。
溝幅より小径の工具を使用するため切りくずの排出が良好です。切削が安定し、工具の性能を十分に引き出すことができるため、多刃の強ネジレエンドミルが有効です。
推奨工具
(1)往復ジクザク工具軌跡、(2)トロコイド工具軌跡ともに、加工形状に応じたコーナーRとキー溝深さに応じた首下長を有する、ラジアスエンドミルをご使用ください。
オススメ商品のご案内
往復ジグザグ工具軌跡に適したラジアスエンドミルラインナップ
XCPシリーズ超硬ラジアスエンドミル
調質鋼・高硬度鋼加工用・4枚刃/スタブタイプ
XCP-CR-EM4B
![]()
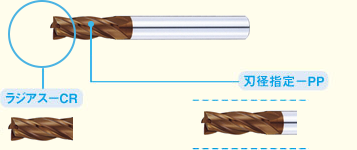
追加工型番のご案内
XCPシリーズ超硬4枚刃スクエア追加工エンドミル
- ラジアスエンドミルのラインナップを拡大しました。標準在庫品に加えてミスミの追加工型番なら刃径は0.01mm単位、ラジアスは0.1mm単位でご指定いただけます。
XCPシリーズ超硬スクエアエンドミル
調質鋼・高硬度加工用
4枚刃/スタブタイプ(アタリ付)
注文例
T-XCP-GEM4S10-CR1.2-PP9.85
![]()
XALシリーズ超硬スクエアエンドミル
4枚刃/刃長2D(ショート)タイプ
注文例
T-XAL-EM4S10-CR0.5-PP9.97
![]()
トロコイド工具軌跡に適したラジアスエンドミルラインナップ
XCPシリーズ超硬ラジアスエンドミル
調質鋼・高硬度鋼加工用・6枚刃/スタブ・首逃がしタイプ/レギュラータイプ
XCP-CR-MSXB

ここが特長!
- 調質鋼(~45HRC)から高硬度鋼(~65HRC)の被削材の加工に最適です。
- 硬度と耐熱性に優れたコーティングで高速加工にも対応できます。
- 高剛性の多刃タイプで最大限ビビリを抑制します。
