Question
深彫り加工時のビビリを抑制するには?
金型の深彫り加工時にビビリが発生して、エンドミルが折損したり、加工面がきれいに仕上がらなかったりして困っています。ビビリ抑制のために何か良い方法はありませんか?
Answer
ビビリ発生の原因
エンドミル切削時のビビリは、工具の剛性以上に過度の負荷がかかることで発生します。ワークとの干渉を避けるために突き出し量が比較的に長くなる深彫り加工は、工具剛性を確保することが難しく、ビビリが発生しやすい切削です。
工具にかかる負荷を低減
工具にかかる負荷を低減するために、切り込み量を小さくすること、切削速度を上げて刃先の切削特性を向上させることが有効です。特に、切削速度が上がりにくく刃先の性能が発揮されにくい小径のエンドミルの場合、回転数不足が負荷を増大させる原因になることがあります。
工具の剛性を高める
剛性の高いエンドミルを使用することでビビリを抑制することができます。刃長と突き出し長ができるだけ短いエンドミルを選定してください。また、ラジアスエンドミルは同じRサイズのボールエンドミルよりも工具径が大きい為に剛性が高く、工具形状はロングネック形状よりテーパネック形状の方が剛性に優れています。
さらに、加工部位への接近性が高く、深い部位でも短い突き出し長で加工することができる焼ばめホルダは、保持剛性・保持精度の点からビビリの抑制に効果的です。
切削負荷を軽減する
ボールやラジアスエンドミルでは、外周刃にバックテーパ形状を採用する工具を利用することで切削負荷の低い点切削により工具の倒れとビビリを抑制することが可能です。
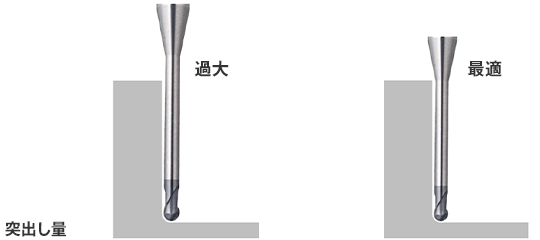
工具の突き出し量を最小限に抑える
過度に長い突出しのエンドミルを選択すると、ビビリが発生してエンドミルの特性を十分に発揮できず、高精度な仕上げ面が得難いなどの悪影響をもたらします。必要最小限の突出し量の工具を選定します。
CADデータによる工具干渉を確認する
加工形状が複雑化し5軸加工機などで加工する場合、思わぬところで工具と被削材がわずかに干渉してビビリが発生する場合もあります。CADデータで工具と被削材の干渉確認を行うのも重要な工程です。
びびり対策例
オススメ商品のご案内

テーパネックタイプ品揃え大幅強化

XCPシリーズ超硬テーパネックボールエンドミル
高硬度鋼加工用/2枚刃/テーパネックタイプ
XCP-HBEM2PB
![]()
- 高硬度鋼領域でも安定加工可能な超硬エンドミル。
- 首下部テーパ形状による高剛性タイプ。
ミスミeカタログでのCADデータ提供メーカー一覧、ダウンロード方法などの詳細を説明しているウェブサイトは下記となります