
Question
底面加工時にカッターマークがついて困っている
モールド金型のポケット加工で、超硬スクエアエンドミルを使うとどうしても底面にカッターマークがついてしまって困っています。
特に多数個取りの金型になると、入れ子の高さが異なってしまうので、フライス加工の後の仕上げ工程で、このカッターマークを取るようにしていますが、きれいに仕上げるのにかなりの時間が掛かってしまいます。
カッターマークの発生を防ぐにはどのように対応したらよいのでしょうか?
Answer
カッターマークがついてしまう理由
超硬スクエアエンドミルで加工すると、取り付け時や加工時の工具の振れ、機械主軸の熱変位などで、工具刃先の先端がワークに食い込む作用が働きます。これにより、引っかき傷のようなカッターマークがついてしまいます。
カッターマークを抑えるのに有効な手段
超硬スクエアエンドミルから刃先にRの付いた超硬ラジアスエンドミルに変更することで、工具刃先の先端がワークに食い込むことを防ぎ、カッターマークの発生を抑制できます。
またエンドミルの保持具は、切削時の振れ精度、保持剛性を高めることで、切削精度と工具寿命特性が向上するため、コレット式ツーリングよりも、焼ばめホルダを利用することが、カッターマークを抑える有効な手段になります。
カッターマーク発生の抑制例
オススメ商品のご案内
超硬ラジアスエンドミルの刃径・ラジアスサイズの品揃えが豊富
XALシリーズ超硬ラジアスエンドミル
2枚刃/ショートタイプ
XAL-CR-EM2S
![]()
ここが特長!
- スクエアエンドミルの代替として使用すればカケが防止でき高寿命が期待できます。
- 潤滑性に優れたXALコーティングは、特に生材加工において安定した耐摩耗性を発揮し、加工物の形状精度の向上が期待できます。
XCPシリーズ超硬ラジアスエンドミル
調質鋼・高硬度鋼加工用/3枚刃/45゜ネジレ/刃長2.5Dタイプ
XCP-CR-HEM3SR
![]()
ここが特長!
- 調質鋼(~45HRC)から高硬度鋼(~65HRC)までの被削材加工に最適な汎用性の高いシリーズ。
- 硬度と耐熱性に優れたコーティングで高速加工にも対応。
- 短刃長工具、加工中のビビリを抑制。
追加工サービスのご案内
XCPシリーズ超硬スクエアエンドミル
調質鋼・高硬度加工用
4枚刃/スタブタイプ(アタリ付)
例 T-XCP-GEM4S10-CR1.2-PP9.85
![]()
XALシリーズ超硬スクエアエンドミル
4枚刃/刃長2D(ショート)タイプ
例 T-XAL-EM4S10-CR0.5-PP9.97
![]()
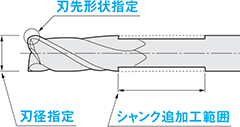
ここが特長!
- 短納期:標準品から追加工するため、最短5日で出荷可能です。
- 図面レス:型番発注可能で図面の必要がありません。
- 1本から発注可能:必要なときに必要な数量だけご発注いただけます。
- 形状指定、寸法指定、再コーティングを同時にご利用いただけます。