
Question
調質鋼の加工精度を向上させるポイントは?
[被削材例]
NAK55、NAK80、HPM7、HPM38、STAVAX ESR、PX5
Answer
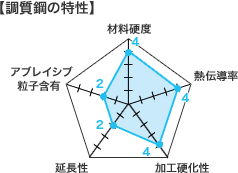
調質鋼の特性
調質鋼は熱処理を施した鋼材で、主に金型部品に用いられます。調質鋼の硬度は、HRC35~45程度であり、高硬度鋼の中では比較的に切削特性が高い鋼材です。
そのため、金型材として多く適用されており、金型部品の切削加工ではポピュラーな材料として知られています。
工具選定のポイント
コーテッド超硬合金エンドミルの場合、①コーテイングの初期摩耗耐性(刃先部における早期のコーテイング層の剥離現象)、②シャンクと切れ刃の振れ精度(5μm以内)、③切れ刃の刃並び精度(5μm以内)などの条件が「安定した高精度切削」の実現に必要と言えます。コーティング層は酸化アルミナを中心とした高速切削対応の性能が表示されているものを選択することをお奨めします。
ボールエンドミルの選定は、中心部のチゼル部形状がポイントになりますが、チゼル長さの短い形状が切削面精度を高める上で有効と考えられます。5軸制御マシニングセンタで、ボールエンドミル、よびラジアスエンドミルを適用する場合は、テーパ切れ刃形状、および中心刃レスのものを選択するとより切削条件が高められ高精度な切削が可能になります。
加工方法のポイント
加工面精度を向上させるには、切削速度を高めることが有効な手段になります。
切り込み量と送り量は、求める加工精度に応じた選定をします。
ホルダの振れは、切削面精度に大きな影響を及ぼすため、定期的にホルダの点検、取替えが必要です。焼ばめホルダは、保持剛性と振れ精度が高く、繰り返し精度も3μm程度であり、高速ミーリングによる仕上げ切削には最適な保持方式です。
オススメ商品のご案内
調質鋼加工で抜群の面精度、耐久性を発揮!
MRコート超硬ボールエンドミル
2枚刃/ショート
MRC-HBEM2S

- 独自の先端形状とMRコーティングにより圧倒的な加工面精度と高耐久を同時に実現
- 材料、研磨工程、コーティングに到るまで改良したミスミの定番モデル
- 調質鋼~高硬度鋼までの加工に最適です。

| 加工方法 | 底面切削 |
|---|---|
| 使用工具 | 超硬ボールエンドミル(3R) |
| 被削材 | NAK80(HRC40) |
| 回転数 | S=16,000min-1 |
| 送り | F=3,000mm/min |
| 切り込み量 | Ad:0.3mm Pf:2mm |
| クーラント | 水溶性 |
MRコート超硬ボールエンドミル
2枚刃/レギュラー
MRC-HBEM2R

- 独自の先端形状とMRコーティングにより圧倒的な加工面精度と高耐久を同時に実現
- レギュラー刃長により再研磨回数を多くご利用いただけます。
MRコート超硬ボールエンドミル
2枚刃/レギュラー
MRC-HBEM2LB

- 独自の先端形状とMRコーティングにより圧倒的な加工面精度と高耐久を同時に実現
- 業界最多クラスの289サイズの充実した品揃え