
Question
樹脂を加工するときのポイントは?
[被削材例]
MCナイロン、ポリエチレン、ポリカーボネイト、GFRP、CFRP
Answer
樹脂の特性
繊維を含まない硬質ゴムやエンプラは、軟らかくて被削性は良好ですが、材料溶融点が低いうえ延性が大きいため、工具に溶着が発生しやすい欠点があります。
強化繊維を含むFRPなどの複合材料は、アブレシブ物質や硬質物質を含有し、切削性が悪い材料です。強化繊維の特性、大きさ、含有量によって被削性は異なりますが、一般的に、工具切れ刃が強化繊維を切断するたびに、切れ刃が擦り減っていく現象が見られます。
工具選定のポイント
樹脂加工では、すくい角はポジティブでシャープな切れ刃の工具が有効です。また紙や布が基材のベークライトの場合はハイス鋼エンドミルやXALシリーズのピン角エンドミルでも加工は可能です。
GFRP、CFRPなどは、ノンコート工具でも少量でしたら加工可能ですが、摩耗が激しく種類によっては切削工具の工具寿命が短く、かつバリの発生が著しい樹脂に対しては、DLCコート品またはダイヤモンドコート品が耐摩耗性能を向上させます。
また電着ダイヤモンド砥石による研削加工も効果的です。
加工方法のポイント
複合材料の場合、強化繊維の方向と切削の方向との関係によっては繊維の掘り起こし現象が起こり、加工精度の劣化が起こることがあります。粗加工で掘り起こし現象が発生した場合、仕上げ加工でそのダメージ層をきちんと除去する必要があり、電着ダイヤモンド砥石の適用をおすすめいたします。また、工具の軸が傾いた状態で加工した場合、刃当たりが不均等になり、ワークに対し深く入ったり浅く入ったりしてしまいます。それによりワークの表面に浅く入った時の擦ったような跡が白い筋として残ることがあります。
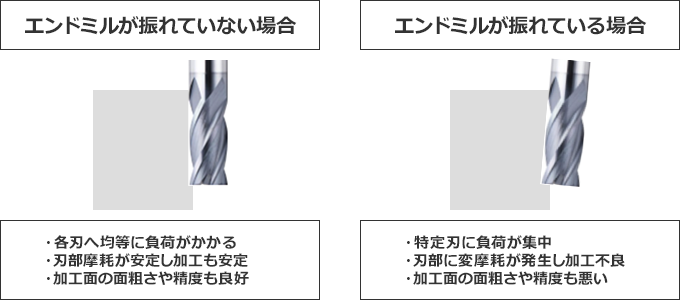
工具軸が傾いた際の確認事項
- コレット・ツーリングの振れ確認および交換をする。
- 加工はダウンカットを推奨
- 刃先に最小Rを付ける
オススメ商品のご案内
樹脂加工に最適なシャープな切れ刃形状

潤滑性に優れたXALシリーズ
XALシリーズ超硬スクエアエンドミル
2枚刃/刃長3Dタイプ
XAL-EM2R / XAL-PEM2R

- 汎用性が高く、幅広い用途で使用できる2枚刃・刃長3Dタイプ
- 汎用的な30°ネジレ角により、低~中回転域での加工に最適
- 潤滑性に優れたコーティングで、特に生材加工において安定した耐摩耗性を発揮し、加工物の形状精度が向上
FRP等の難削樹脂加工も可能なダイヤモンドコート
ダイヤモンドコート超硬スクエアエンドミル
2枚刃・ロングタイプ
DAC-GREM2L

- 天然ダイヤモンドに匹敵する表面硬度を持つダイヤモンドコートにより、G-FRP、C-FRPといった難削樹脂の加工に適しています。
- 4枚刃タイプ(DAC-GREM4L)もお選びいただけます。
良質な加工面が得られるオリジナル形状の超硬ドリル



- 弱ねじれ角の切れ刃形状により、スラスト方向への切削抵抗が低く抑えられます。
- バリ等の少ない良好な仕上げ面です。
- 独自のCVDダイヤモンドコーティングを適用したCFRP加工用仕上げ面重視タイプエンドミルです。
CFRP用ダイヤコート超硬トリプルアングルドリル
D-STAD

- 3つの先端角で構成され、切削抵抗を半径方向に分散させるため、CFRPの出入り口両面でのデラミネーションを抑え、高い穴品位が得られます。
