プレス機械の精度は、プレス加工製品に悪い影響を及ぼすと共に、金型寿命も短くします。プレス機械の精度には、負荷をかけない状態での静的精度と、製品を加工しているときの動的精度があります。JISでは動的精度はありません。したがって、プレス機械購入時の精度は静的精度で行われます。動的精度はメーカー独自のもので、各社で微妙に違いがあります。以下に静的精度の主なものを示します。
【図1】にプレス機械精度の種類を示します。
(a)スライドとボルスタの平行度
スライド下面とボルスタプレート上面の平行度です。スライドが垂直運動していても、この部分の平行が悪いと、曲げ角度や絞りのしわ押さえに影響がでると共に、金型寿命を悪くします。
(b)ボルスタ面の真直度
下型の下面とボルスタ面が密着しないため、下死点での加圧が安定しなくなります。
(c)スライドの運動不良
スライドは垂直運動のみを行うことを求められますが、ときとして、斜めに動いたり、上下運動が8の字を描くような運動をすることがあります。このような動きをすると、ガイドポストの磨耗が早くなったりします。当然製品品質にも影響します。
(d)シャンク穴の曲がり
小さな金型では、スライドのシャンク穴を利用して、上型を取り付ける事がありますが、穴はスライド下面に垂直に空いていなければ金型は曲がってつきますから(a)と同じような結果となります。
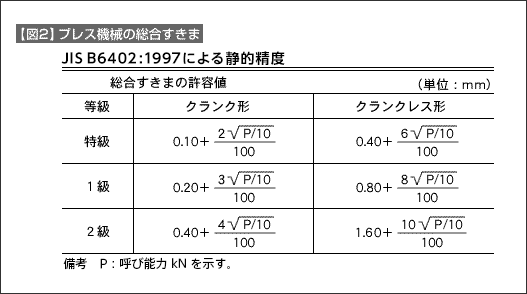
(e)総合すき間
スライドが上下運動するためには、いろいろな部分が運動しています。運動部分には、わずかですがすき間があります。加圧力がかかると、そのすき間は変化して下死点を狂わせます。加圧力がなくなると解放され、すき間は元に戻るため大きな動きがでます。このような変化を、総合すき間として表します。スライドを呼び圧力の5%の力で押し上げたときの変位量を調べます。そのJIS規格が【図2】です。