- MRCシリーズ・TSCシリーズ超硬複合ラジアスエンドミルによる切削
- XCPシリーズ・MRCシリーズ・TSCシリーズ超硬ラジアスエンドミル3・4枚刃による切削
- XCPシリーズ・MRCシリーズ・TSCシリーズ超硬ラジアスエンドミル4枚刃側面刃無しタイプによる溝切削
MRCシリーズ・TSCシリーズ超硬複合ラジアスエンドミルによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
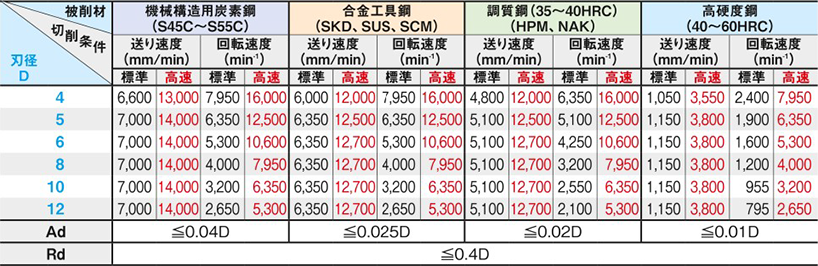
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- TSC-MCR-HFEM3Sは送り速度を下記条件の75%、MRC-MCR-LS-HFEM4S/TSC-MCR-LS-HFEM4Sは送り速度を下記条件の80%、TSC-MCR-LS-HFEM3Sは送り速度を下記条件の60%でご使用ください。
| 型番 | MRC-MCR-HFEM4S/TSC-MCR-HFEM4S/TSC-MCR-HFEM3S/TSC-MCR-LS-HFEM3S/MRC-MCR-LS-HFEM4S/TSC-MCR-LS-HFEM4S |
|---|

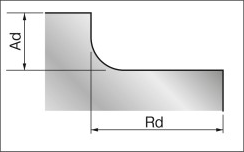
- CAMで工具形状を定義する際、取り残し量を最小にするために、以下の刃径・近似R値をご指定ください。
また、次工程で取り代を設定する際には、最大取り残し呈Mχにご留意ください。 - 底面加工時のピックフィードを底刃フラット加工可能部長さよりも小さく骰定すると、カスプが発生しません。
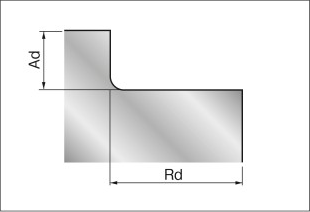
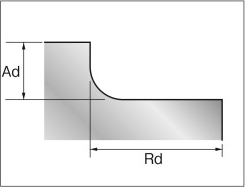
- 複合ラジアスの効果を発揮するためにAdの最小値~最大値にて加工条件を設定してください。

- 高硬度鋼加工の場合は、切り込み呈Adを最小値で設定してください。
XCPシリーズ・MRCシリーズ・TSCシリーズ超硬ラジアスエンドミル3・4枚刃による切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
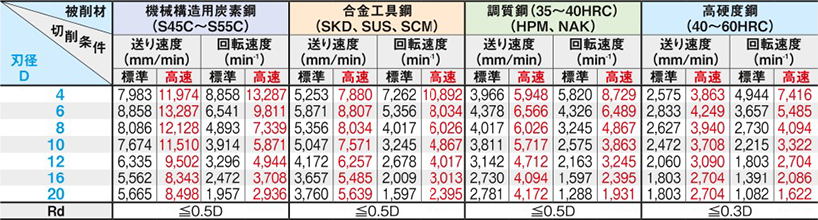
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- MRC-CR-HFEM3S/TSC-CR-HFEM3B/TSC-CR-HFEM3Sは送り速度を下記条件の75%でご使用ください。
- MRC-CR-HFEM3PB/TSC-CR-HFEM3PB/TSC-CR-HFEM4PB/MRC-CRLN-HFEM3S/TSC-CRLN-HFEM3S/TSC-CRLN-HFEM4Sは送り速度・回転速度ともに下記条件の50%でご使用ください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
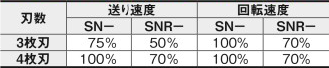
- 首逃がしエンドミルは、切削条件表の散値に以下の比率をかけてご使用ください。
| 型番 | MRC-CR-HFEM4B/MRC-CR-HFEM4S/MRC-CRLN-HFEM4S/XCP-CR-HFEM4S/TSC-CR-HFEM4B/TSC-CR-HFEM4S/TSC-CRLN-HFEM4S/TSC-SHP-CR-HFEM4B/MRC-CR-HFEM3S/TSC-CR-HFEM3B/TSC-CR-HFEM3S/MRC-CR-HFEM3PB/MRC-CRLN-HFEM3S/TSC-CR-HFEM3PB/TSC-CRLN-HFEM3S/TSC-CR-HFEM4PB |
|---|

XCPシリーズ・MRCシリーズ・TSCシリーズ超硬ラジアスエンドミル4枚刃側面刃無しタイプによる溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | MRC-CR-HFEM4N/XCP-CR-HFEM4N/TSC-CR-HFEM4N |
|---|