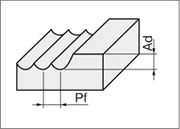
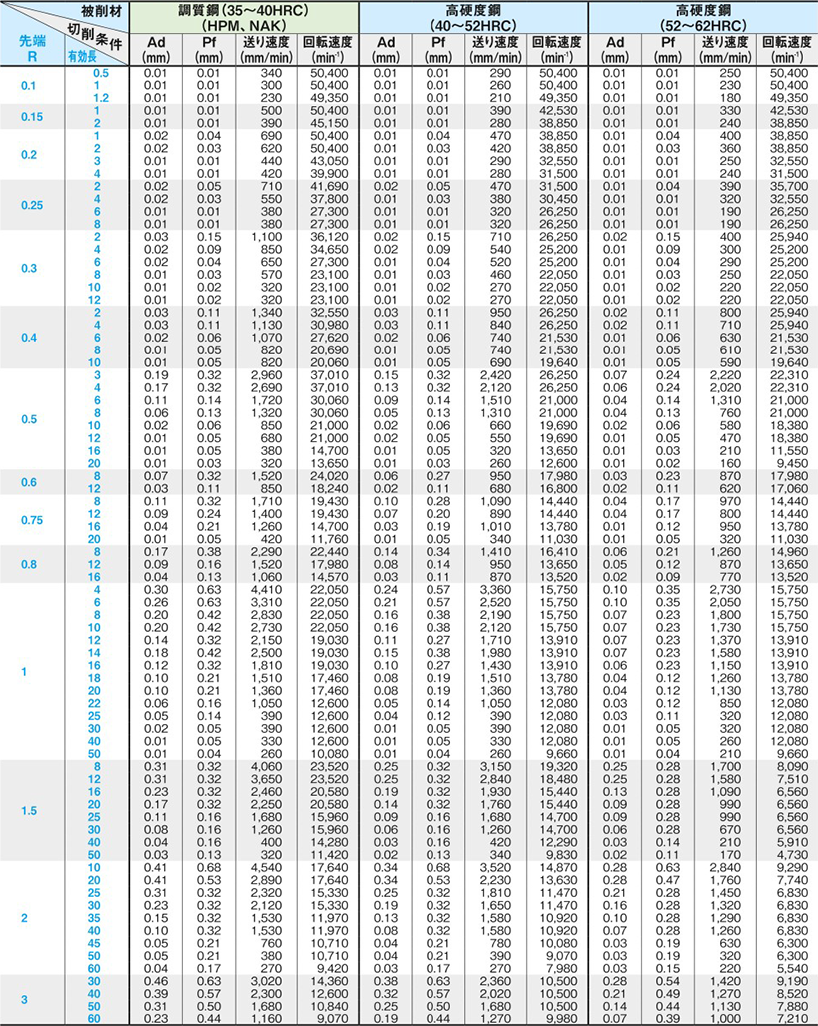
- XALシリーズ・TSCシリーズ・XACシリーズ超硬ポールエンドミル2枚刃による切削
- MRCシリーズ超硬ボールエンドミル2枚刃による切削
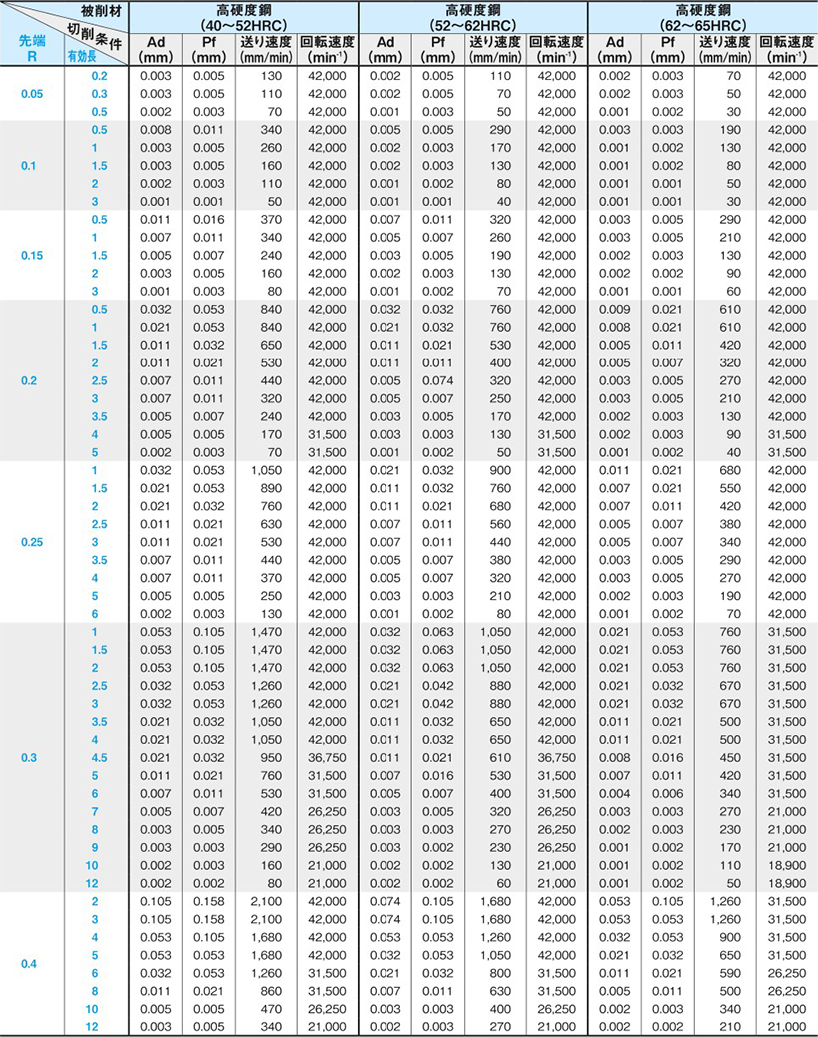
- XCPシリーズ・TSCシリーズ超硬ポールエンドミル高硬度鋼加工タイプによる切削
- MRCシリーズ・TSCシリーズ超硬ポールエンドミル2枚刃による切削
- TSCシリーズ・XACシリーズ超硬ポールエンドミル・ロングネックによる切削
- XALシリーズ超硬ポールエンドミル・ロングネックによる切削
- MRCシリーズ超硬ボールエンドミル・ロングネック・テーバネックによる切削
- XCPシリーズ超硬ポールエンドミル・ロングネック/テーパネックによる切削
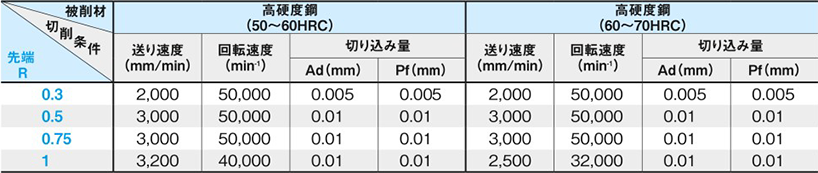
- CBNポールエンドミル 2枚刃による切削
- TSCシリーズ超硬ボールエンドミル 高硬度鋼用2枚刃・刃先剛性処理・側面刃無タイプによる切削
- TSCシリーズステンレス鋼用超硬ボールエンドミル2枚刃による切削
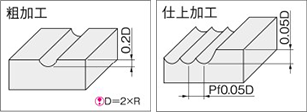
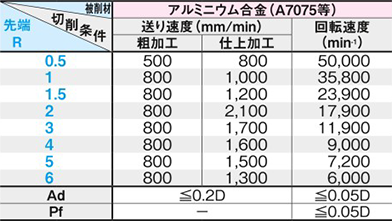
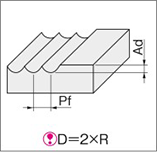
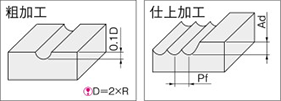
- アルミ用超硬ボールエンドミルによる切削
- DLCコートアルミ用超硬ボールエンドミルによる切削
- 銅加工専用ボールエンドミルによる仕上切削
- グラファイト用ダイヤモンドコート超硬ポールエンドミルによる切削
- グラファイト用・樹脂用超硬ポールエンドミルによる切削
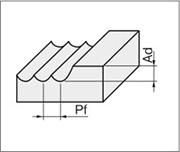
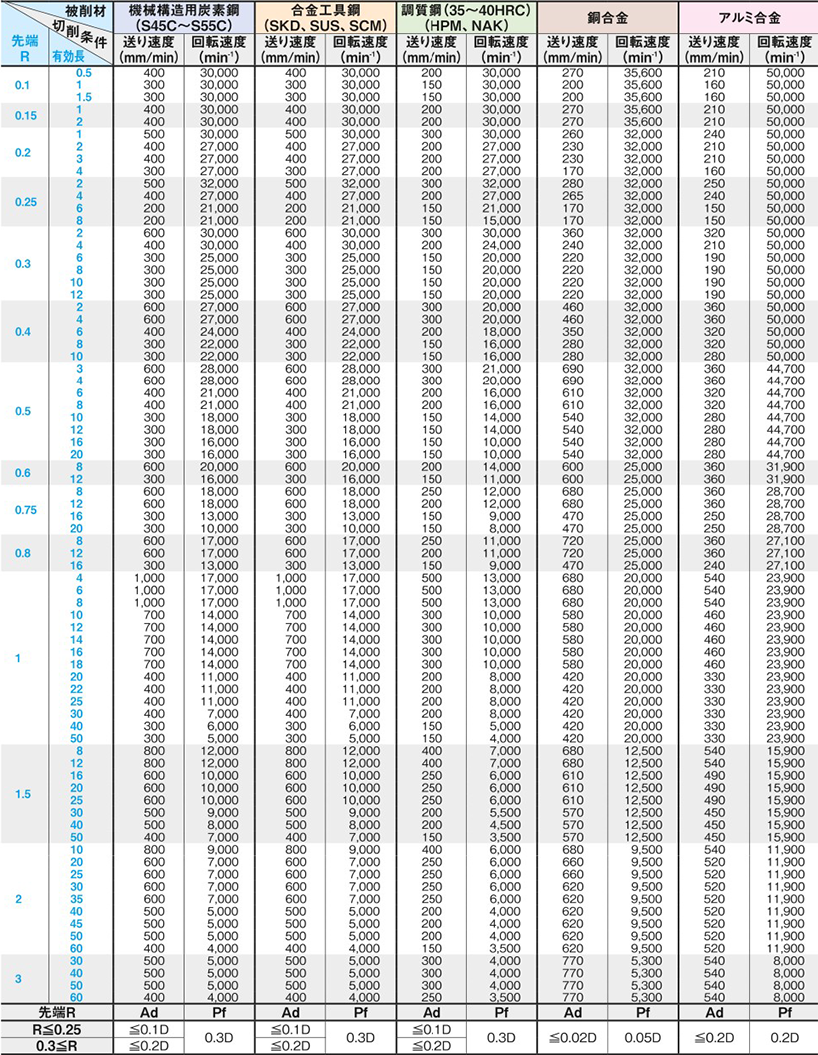
XALシリーズ・TSCシリーズ・XACシリーズ超硬ポールエンドミル2枚刃による切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- ノンコート品は送り速度、回転速度ともに下記条件の70%以下でご使用くたさい。
- ノンコート品での高速切削は避けてください。
- 標準エンドミルから修正加工されたオブションメニューのエンドミルは切削条件を下げてご使用ください。
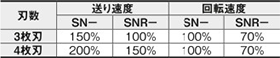
- XAL・TSC-BEM3S/XAL・TSC-BEM3Rは送り速度を下記条件の150%でご使用ください。
- XAL・TSC-BEM4S/XAL・TSC-BEM4Rは送り速度を下記条件の200%でご使用ください。
- XAL・TSC-BEM2PB/TN-XAL・TSC-BEM2S/XAL・TSC-LS-BEM2S/XAC-LS-BEM2Sは送り速度・回転速度ともに下記条件の50%でご使用ください。
- XAL・TSC-BEM3PB/TN-XAL・TSC-BEM3Sは下記条件の送り速度を100%、回転速度を70%でご使用ください。
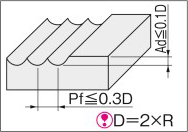
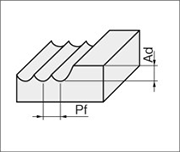
- 2枚刃の標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
- 3・4枚刃の首逃がしエンドミルは、切削条件表の数値に以下の比率をかけてご使用ください。
| 型番 | XAL-BEM2R/XAL-BEM2S/TSC-BEM2R/TSC-BEM2S/TSC-SH-BEM2B/TSC-SHP-BEM2B/XAC-BEM2S/XAL-BEM3S/XAL-LS-BEM2S/TSC-BEM3PB/TSC-BEM3R/TSC-BEM3S/TSC-BEM4R/TSC-BEM4S/TSC-BEM2PB/TSC-LS-BEM2S/XAC-LS-BEM2S/SEC-BEM2S |
|---|
MRCシリーズ超硬ボールエンドミル2枚刃による切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- MRC-HBEM3□は送り速度を150%でご使用ください。
- MRC-HBEM4□は送り速度を200%でご使用ください。
- MRC-LS-HBEM2Sは送り速度・回転速度ともに下記条件の50%でご使用ください。
| 型番 | MRC-HBEM2R/MRC-HBEM2S/MRC-SH-HBEM2B/MRC-HBEM3R/MRC-HBEM3S/MRC-HBEM4R/MRC-HBEM4S/MRC-LS-HBEM2S |
|---|
XCPシリーズ・TSCシリーズ超硬ポールエンドミル高硬度鋼加工タイプによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
- 3枚刃は送り速度を下記条件の150%でご便用ください。
- 4枚刃は送り速度を下記条件の200%でご便用ください。
- ロングシャンクタイプ・首逃しタイプは下記条件の70%以下でご使用ください。
| 型番 | XCP-HBEM2B/XCP-HBEM2R/XCP-HBEM2S/XCP-HP-HBEM2S/XCP-SH-HBEM2B/TSC-SHP-HBEM2B/XCP-HBEM3R/XCP-HBEM3S/XCP-HBEM4R/XCP-HBEM4S/XCP-LS-HBEM2S |
|---|

MRCシリーズ・TSCシリーズ超硬ポールエンドミル2枚刃による切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
| 型番 | MRC-QBEM2LB/TSC-QBEM2LB |
|---|

TSCシリーズ・XACシリーズ超硬ポールエンドミル・ロングネックによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- TSC-BEM3LB/LN-TSC-BEM3Sは送り速度を下記条件の150%でご使用ください。
- TSC-BEM4LB/LN-TSC-BEM4Sは送り速度を下記条件の200%でご使用ください。
| 型番 | TSC-BEM2LB/TSC-BEM3LB/TSC-BEM4LB |
|---|
XALシリーズ超硬ポールエンドミル・ロングネックによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
| 型番 | XAL-BEM2LB |
|---|
MRCシリーズ超硬ボールエンドミル・ロングネック・テーバネックによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- MRC-HBEM3LB/LN-MRC-HBEM3Sは、送り速度を150%でご便用ください。
- MRC-HBEM4LB/LN-MRC-HBEM4Sは、送り遠度を200%でご使用ください。
| 型番 | MRC-HBEM2LB/MRC-HBEM2PB/MRC-HBEM3LB/MRC-HBEM4LB |
|---|
XCPシリーズ超硬ポールエンドミル・ロングネック/テーパネックによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。

| 型番 | XCP-HBEM2LB/XCP-HBEM2PB/TSC-HBEM3PB |
|---|
| 型番 | XCP-HBEM2LB/XCP-HBEM2PB/TSC-HBEM3PB |
|---|

CBNポールエンドミル 2枚刃による切削
- 機械、チャックは剛性のある精度の高いものをご使用ください(焼ばめタイプを推奨します)。
- オイルミストの使用を推奨します。
- 加工取り代が均ーとなるようにご注意ください(取り代が変わると欠けや精度悪化の原因になります)。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
| 型番 | CBN-BEM2N |
|---|

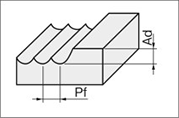
TSCシリーズ超硬ボールエンドミル 高硬度鋼用2枚刃・刃先剛性処理・側面刃無タイプによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面刃がありませんので、側面切削には使用できません。
| 型番 | TSC-CHBEM2N |
|---|
TSCシリーズステンレス鋼用超硬ボールエンドミル2枚刃による切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | TSC-FMS-BEM2S |
|---|

アルミ用超硬ボールエンドミルによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
| 型番 | SEC-ALBEM2S |
|---|

DLCコートアルミ用超硬ボールエンドミルによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
| 型番 | DLC-ALBEM2S |
|---|
銅加工専用ボールエンドミルによる仕上切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | CRN-CUBEM |
|---|

| 型番 | CRN-CUBEM2LB |
|---|

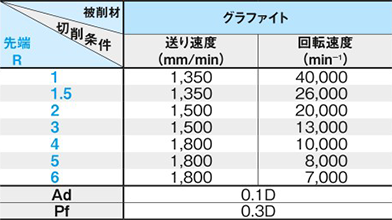
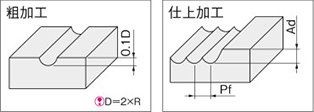
グラファイト用ダイヤモンドコート超硬ポールエンドミルによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | DAC-GRBEM2LB |
|---|

| 型番 | DAC-GRBEM4S |
|---|
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | DAC-GRBEM2L |
|---|

グラファイト用・樹脂用超硬ポールエンドミルによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | SEC-GRBEM2L/SEC-PLBEM2S |
|---|