
- XALシリーズ超硬エンドミル4枚刃45°ネジレタイプ
- MRCシリーズ超硬エンドミル3・4枚刃45°ネジレタイプ
- XALシリーズ・TSCシリーズ超硬エンドミル3・4枚刃45°ネジレタイプ
- XCPシリーズ超硬エンドミル45度ねじれ角4枚刃による溝・側面切削
- MRCシリーズ・TSCシリーズ趨硬スクエアエンドミル3・4枚刃45°ネジレタイプによる突っ込み切削
XALシリーズ超硬エンドミル4枚刃45°ネジレタイプ
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- XAL-HEM3B/XAL-HPEM3S/XAL-HEM3SR/XAL-HEM3R/XAL-HPEM3R/XAL-HEM3L/XAL-HEM3S/XAL-CR-HEM3S/XAL-HPEM4L/XAL-CR-LS-HEM4S/XAL-CR-HEM3Rは送り速度を下記条件の75%でご使用ください。
- XAL-HEM4Lは送り速度・回転速度ともに下記条件の70%以下でご使用ください。
- XAL-HEM4L/XAL-HPEM4Lは側面切削にてご使用ください。
| 型番 | XAL-HEM4R/XAL-HEM4S/XAL-HPEM4R/XAL-HPEM4S/XAL-HEM3B/XAL-HEM3L/XAL-HEM3R/XAL-HEM3S/XAL-HEM3SR/XAL-HPEM3R/XAL-HPEM3S/XAL-HEM4L/XAL-HPEM4L |
|---|
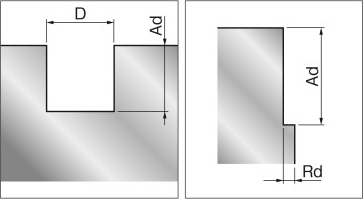
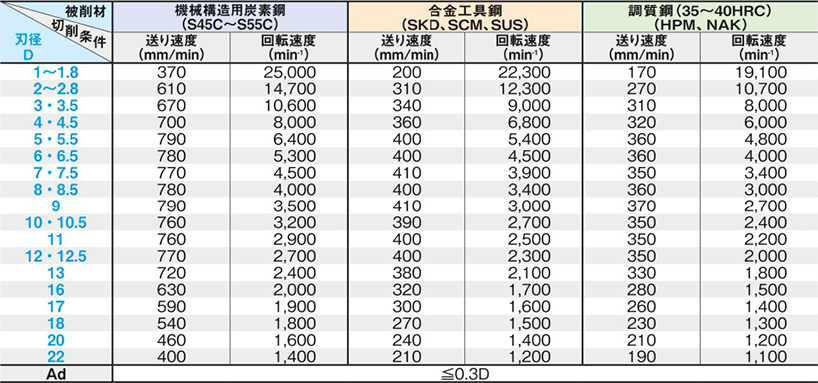
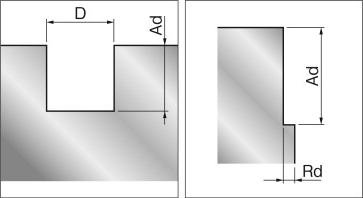
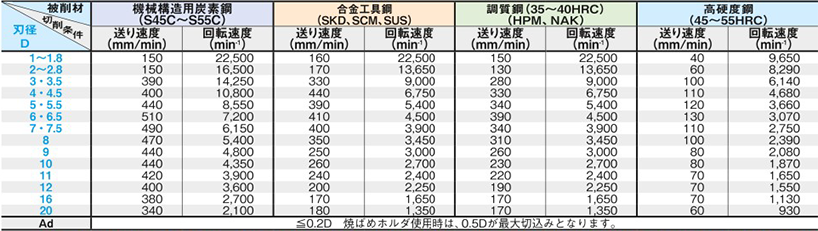
溝切削条件

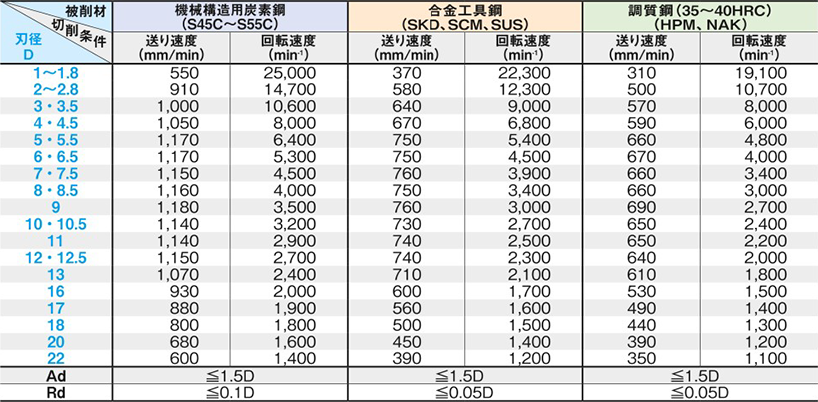
側面切削条件

MRCシリーズ超硬エンドミル3・4枚刃45°ネジレタイプ
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- MRC-LS-HEM4S/MRC-LS-HPEM4Sは送り速度・回転速度ともに下記条件の70%以下でご使用ください。
- MRC-HEM3B/MRC-HEM3S/MRC-HPEM3S/MRC-HEM3SR/MRC-HEM3R/MRC-HPEM3R/MRC-HEM3Lは送り速度を下記条件の75%でご使用ください。
- MRC-LS-HEM3S/MRC-CR-LS-HEM4Sは送り速度・回転速度ともに下記条件の50%でご使用ください。
- MRC-HEM3L/MRC-HEM4L/MRC-HPEM4Lは側面切削のみでご使用ください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | MRC-HEM4B/MRC-HEM4R/MRC-HEM4S/MRC-HEM4SR/MRC-HPEM4R/MRC-HPEM4S/MRC-LS-HEM3S/MRC-HEM3L/MRC-HEM3B/MRC-HEM3R/MRC-HEM3S/MRC-HEM3SR/MRC-HPEM3R/MRC-HPEM3S/MRC-LS-HEM4S/MRC-LS-HPEM4S/MRC-HEM4L/MRC-HPEM4L/MRC-ZHEM4S |
|---|

溝切削条件

側面切削条件

XALシリーズ・TSCシリーズ超硬エンドミル3・4枚刃45°ネジレタイプ
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- XAL-LS-HEM4S/XAL-LS-HPEM4S/TSC-LS-HEM4S/TSC-LS-HPEM4S/TSC-CR-LS-HEM4Sは送り速度・回転速度ともに下記条件の70%以下でご使用ください。
- TSC-HEM3B/TSC-HEM3S/TSC-HPEM3S/TSC-HEM3SR/TSC-HEM3R/TSC-HPEM3R/TSC-HEM3L/TSC-CR-HEM3B/TSC-CR-HEM3S/TSC-CR-HEM3Rは送り速度を下記条件の75%でご使用ください。
- XAL-LS-HEM3S/TSC-LS-HEM3Sは送り速度・回転速度ともに下記条件の50%でご使用ください。
- TSC-HEM3L/TSC-HEM4L/TSC-HPEM4Lは側面切削のみでご使用ください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | XAL-HEM4B/XAL-HEM4SR/TSC-HEM4B/TSC-HEM4R/TSC-HEM4S/TSC-HEM4SR/TSC-HPEM4R/TSC-HPEM4S/XAL-LS-HEM3S/XAL-LS-HEM4S/XAL-LS-HPEM4S/TSC-HEM3L/TSC-HEM3B/TSC-HEM3R/TSC-HEM3S/TSC-HEM3SR/TSC-HPEM3R/TSC-HPEM3S/TSC-LS-HEM3S/TSC-LS-HEM4S/TSC-LS-HPEM4S/TSC-HEM4L/TSC-HPEM4L/TSC-ZHEM4S |
|---|
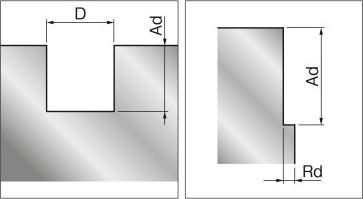
溝切削条件
側面切削条件
XCPシリーズ超硬エンドミル45度ねじれ角4枚刃による溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 加工時にビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | XCP-CR-HEM4R/XCP-CR-HEM4SR |
|---|

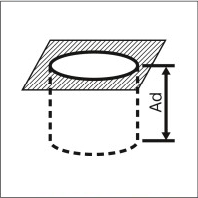
MRCシリーズ・TSCシリーズ趨硬スクエアエンドミル3・4枚刃45°ネジレタイプによる突っ込み切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 突っ込み加工は、切子の排出が上手くいかない場合、底刃が欠けることがあります。細かいステップ工程を設け切子を排出するか、ヘリカル加工をお勧めいたします。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- ステンレス鋼は湿式で加工してください。
- ヘリカル(らせん)加工、ランピング(傾斜)加工をお勧めいたします。
- 標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | MRC-HEM3B/MRC-HEM3S/MRC-HPEM3S/MRC-HEM3SR/MRC-HPEM3R/MRC-HEM3R/MRC-CR-HEM3B/MRC-CR-HEM3S/MRC-CR-HEM3R/MRC-ZHEM4S |
|---|
| 型番 | TSC-HEM3B/TSC-HEM3S/TSC-HPEM3S/TSC-HEM3SR/TSC-HPEM3R/TSC-HEM3R/TSC-CR-HEM3B/TSC-CR-HEM3S/TSC-CR-HEM3R/TSC-ZHEM4S |
|---|
