
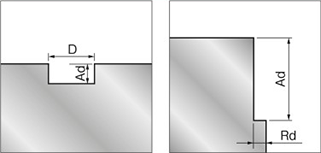
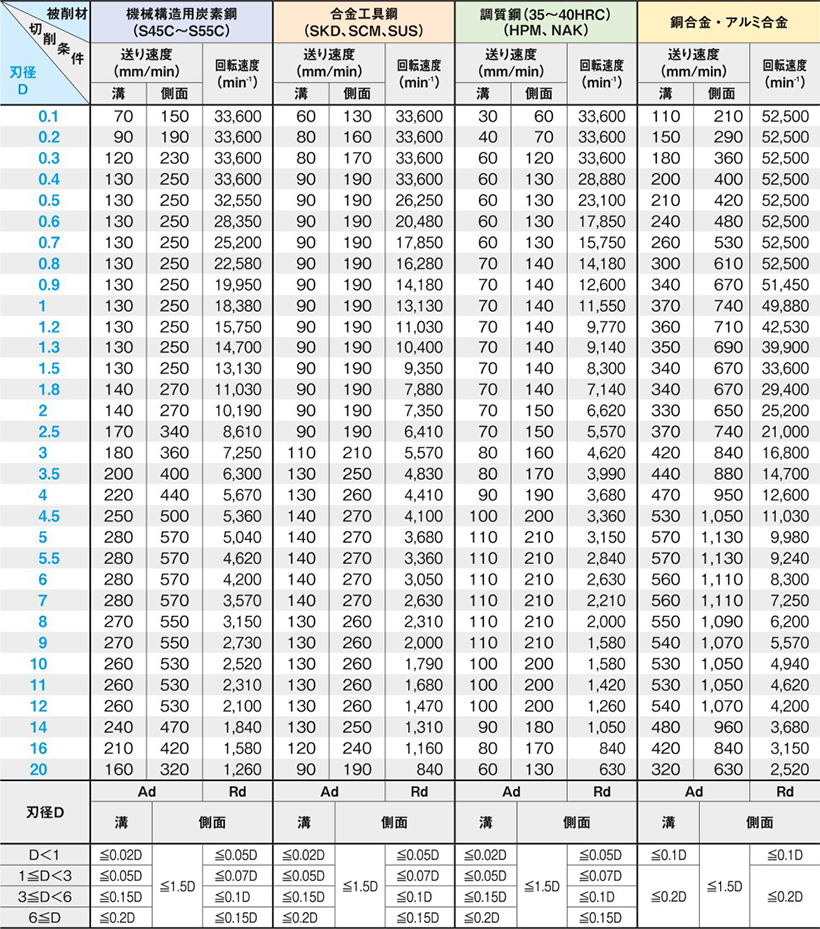
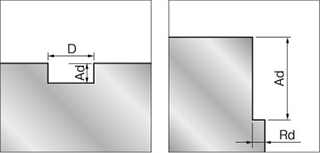
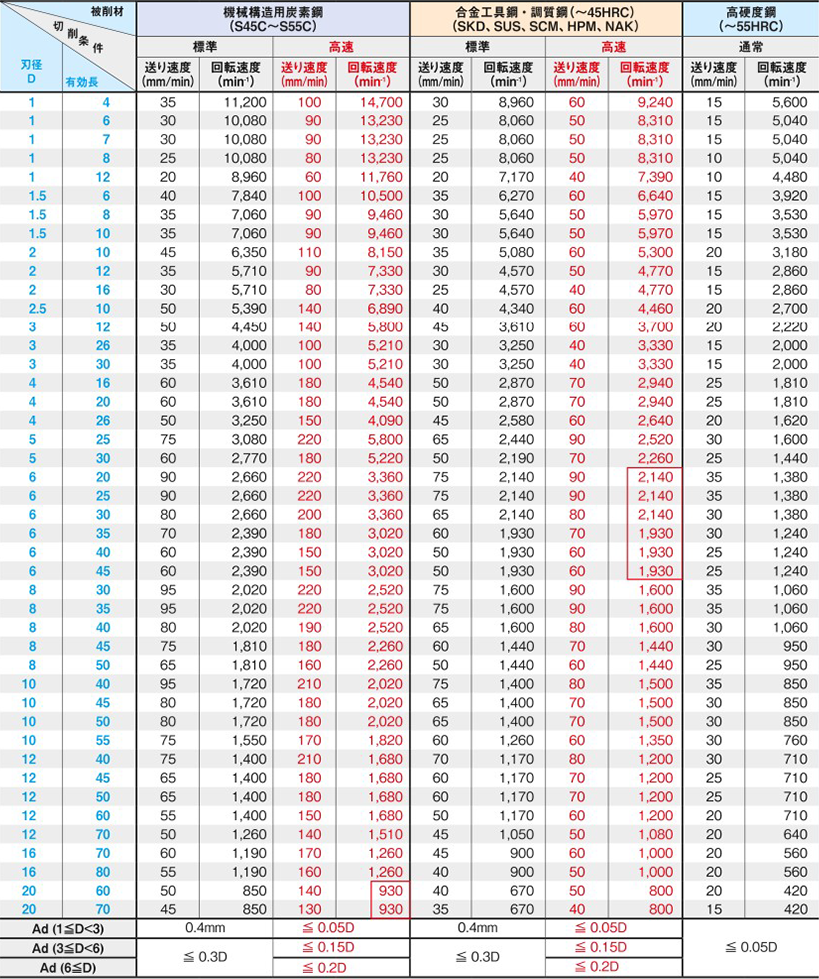
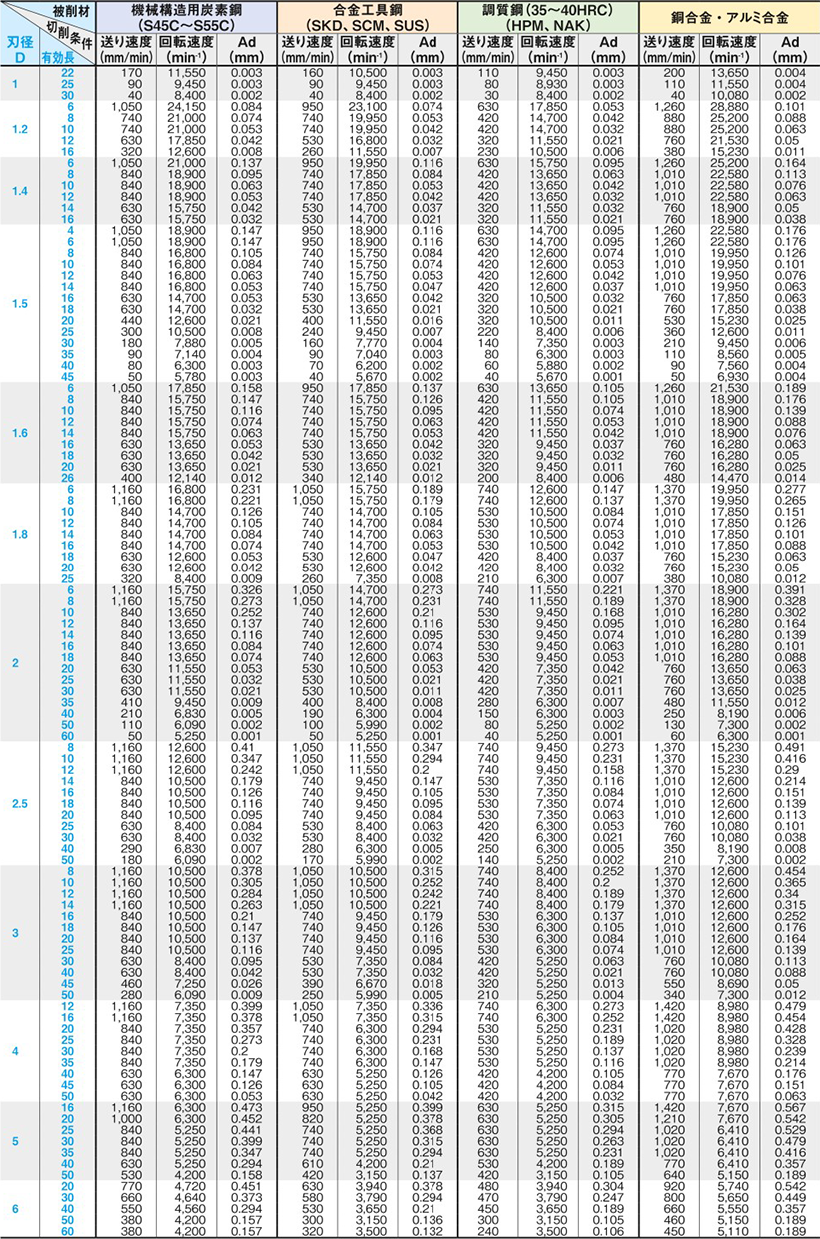
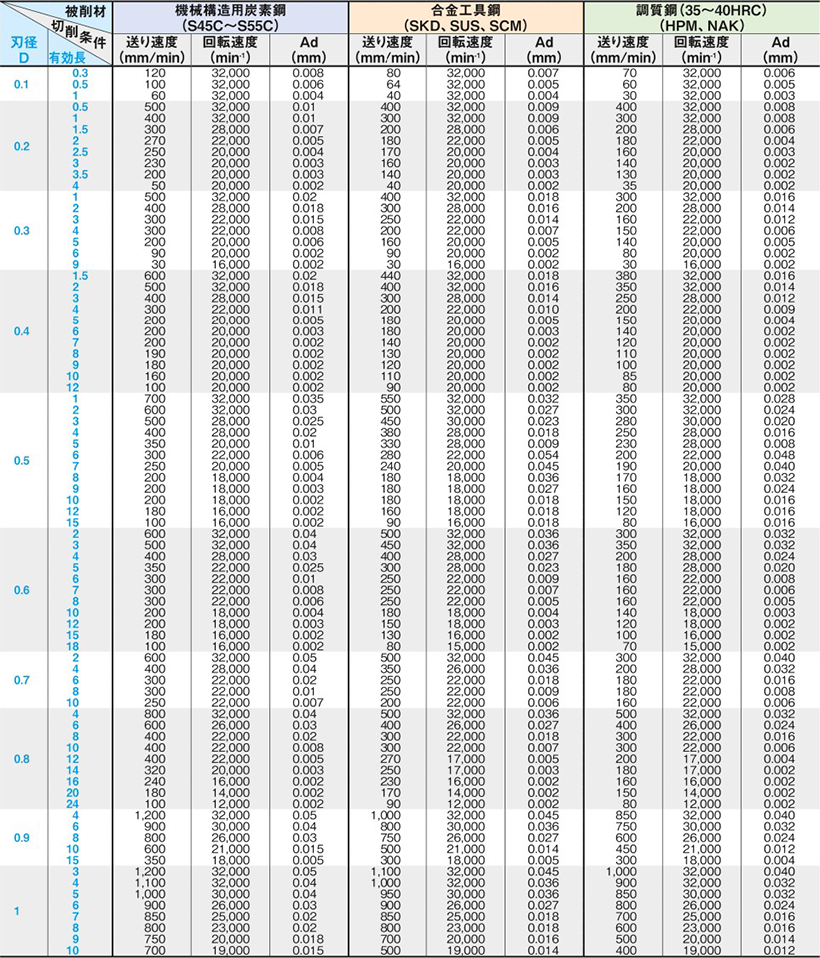
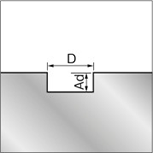
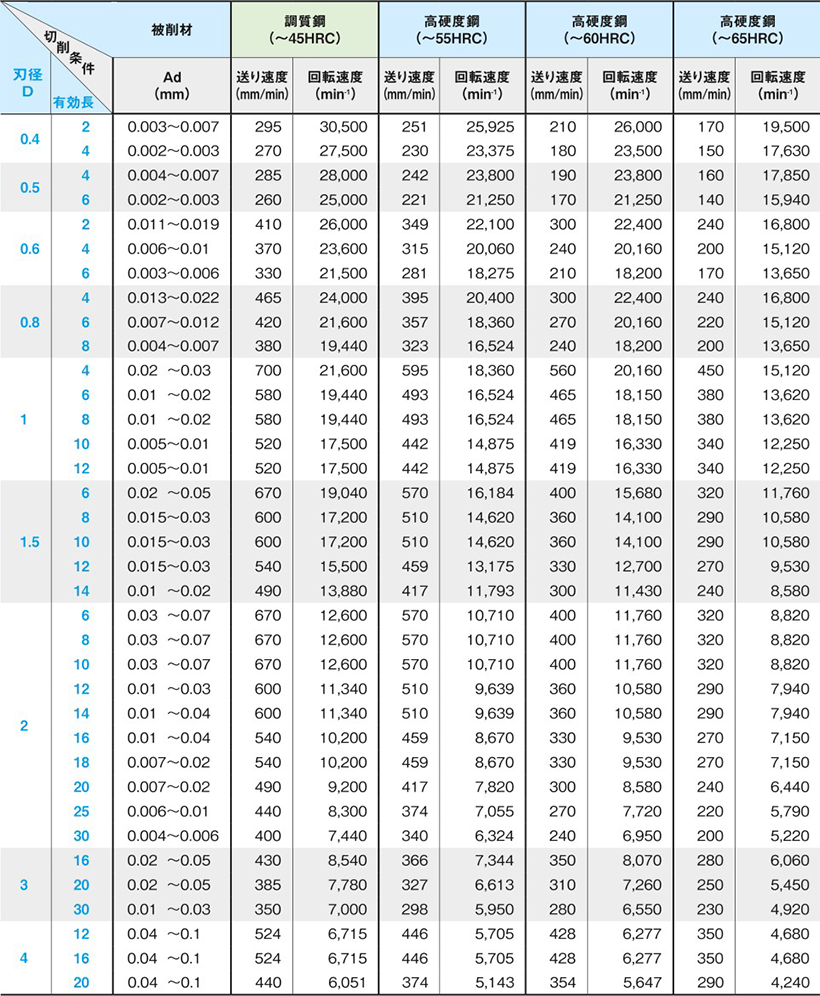
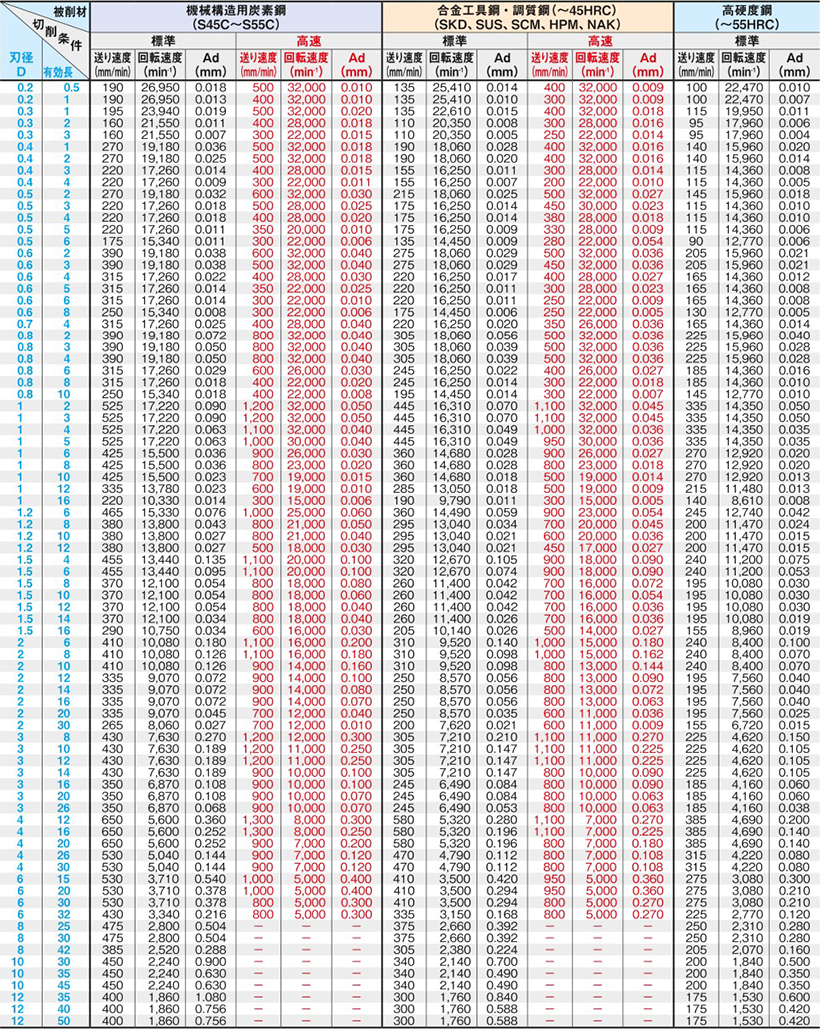
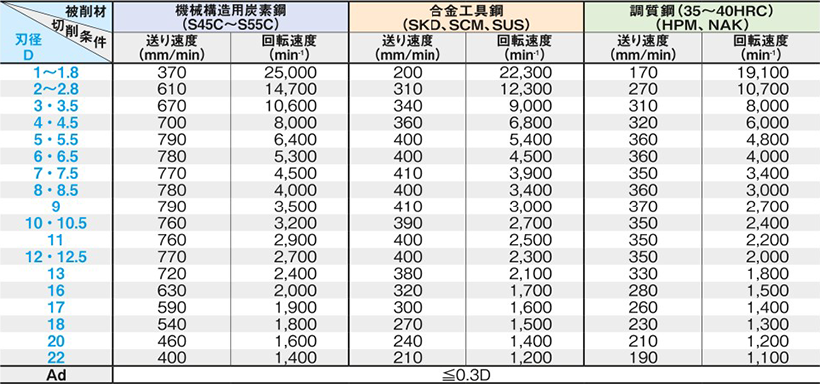
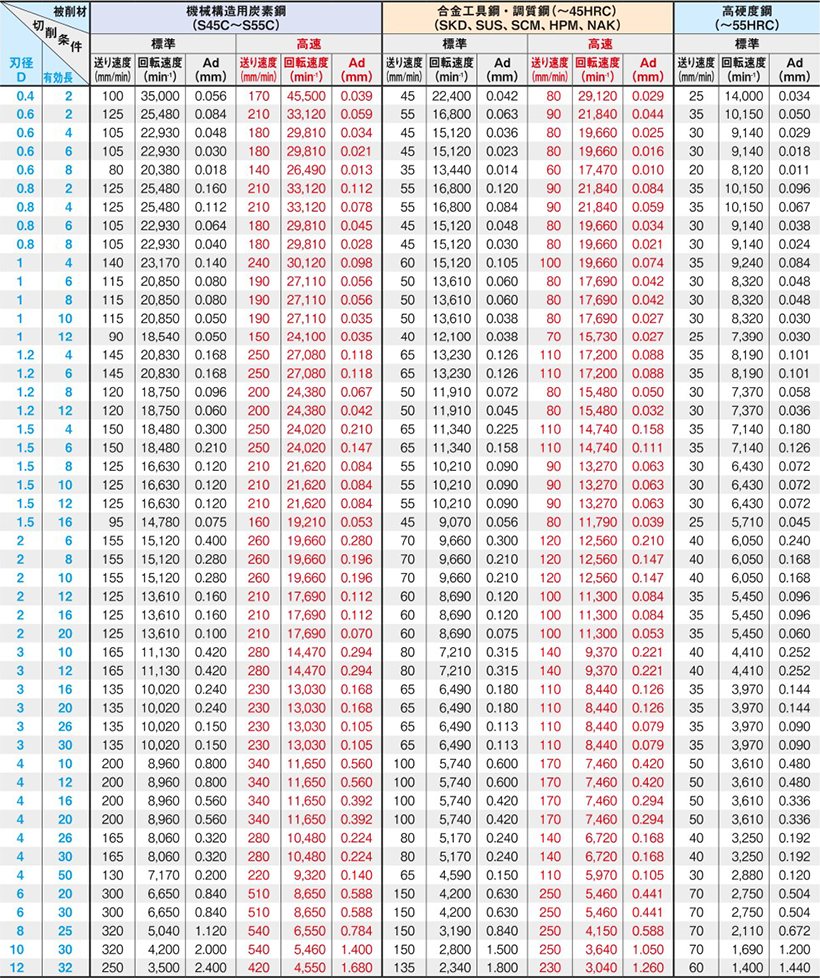
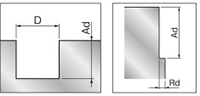
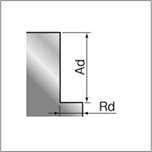
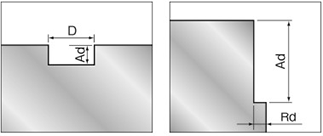
XALシリーズ・TSCシリーズ・XACシリーズ趨硬スクエア・ラジアスエンドミル2枚刃による溝切崩・側面切開
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
- XAL-EM2L/XAL-PEM2L/ノンコート品/刃部逃がしエンドミルは送り速度・回転速度 ともに下記条件の70%以下でご使用ください。
| 型番 | XAL-CR-EM2R/XAL-CR-EM2S/XAL-EM2B/XAL-EM2R/XAL-EM2RL/XAL-EM2S/XAL-EM2SR/XAL-KMEM2S/XAL-KPEM2S/XAL-PEM2B/XAL-PEM2R/XAL-PEM2S/XAL-PEM2SR/XAL-SH-EM2B/TSC-CR-EM2B/TSC-CR-EM2R/TSC-CR-EM2S/TSC-EM2B/TSC-EM2R/TSC-EM2RL/TSC-EM2S/TSC-EM2SR/TSC-KMEM2S/TSC-KPEM2S/TSC-PEM2B/TSC-PEM2R/TSC-PEM2RL/TSC-PEM2S/TSC-PEM2SR/TSC-SH-CR-EM2B/TSC-SH-EM2B/TSC-SH-PEM2B/XAC-PEM2S/XAL-EM2L/XAL-PEM2L/TSC-EM2L/TSC-PEM2L/SEC-EM2R/SEC-EM2S/SEC-PEM2R/SEC-PEM2S |
|---|
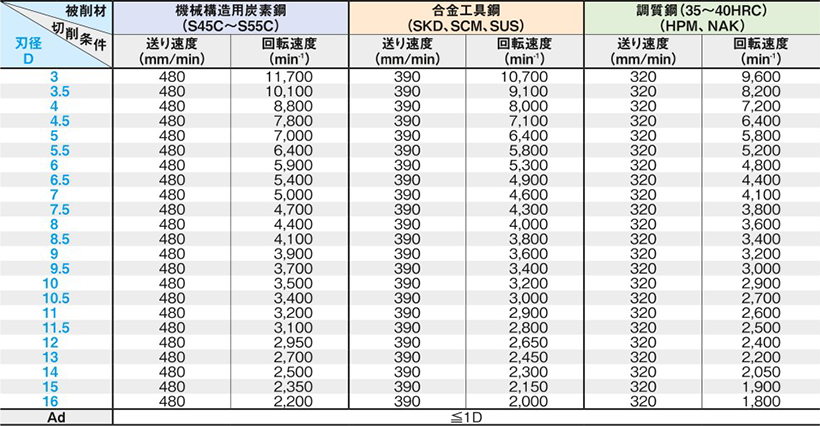
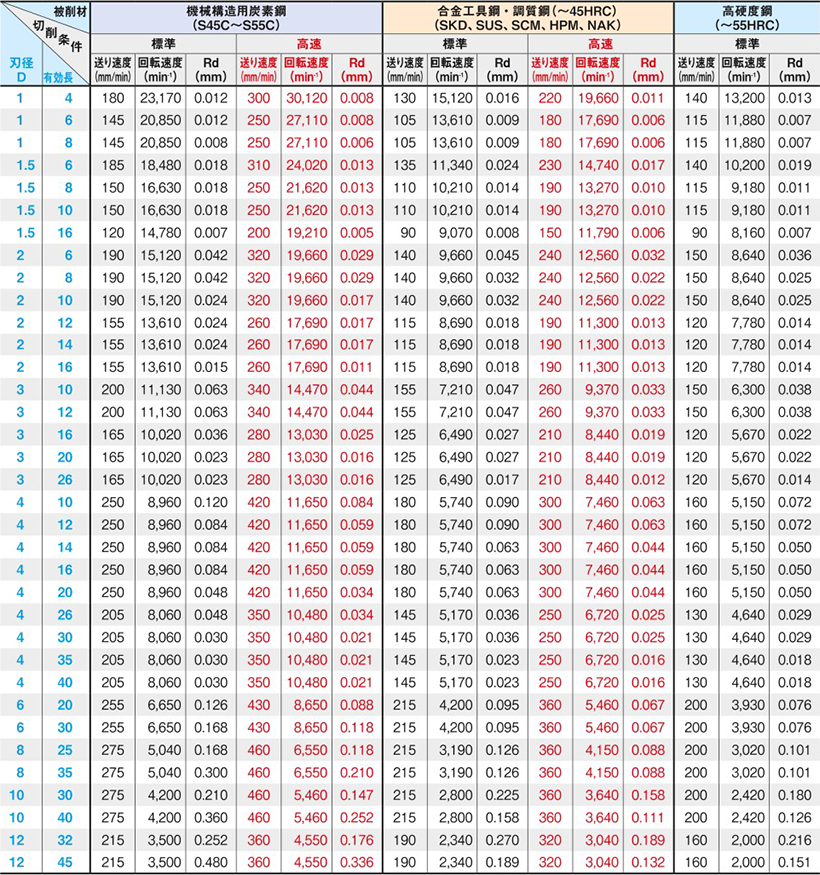
XALシリーズ・TSCシリーズ・XACシリーズ超硬エンドミル4枚刃による側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- ノンコート品、刃部逃がしエンドミルは、送り速度、回転速度ともに下記条件の70%以下でご使用ください。
- ノンコート品での高速切削は避けてください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- ダウンカットでご使用ください。ヒピリが生じた場合は切削条件を下げてご使用ください。
- 標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
- XAL-EM4L/XAL-PEM4L/ノンコート品/刃部逃がしエンドミルは送り速度・回転速度ともに下記条件の70%以下でご使用ください。
| 型番 | XAL-CR-EM4R/XAL-CR-EM4S/XAL-EM4B/XAL-EM4R/XAL-EM4S/XAL-EM4SR/XAL-PEM4B/XAL-PEM4R/XAL-PEM4S/XAL-PEM4SR/XAL-SH-EM4B/TSC-CR-EM4B/TSC-CR-EM4R/TSC-CR-EM4S/TSC-EM4B/TSC-EM4R/TSC-EM4S/TSC-EM4SR/TSC-PEM4B/TSC-PEM4R/TSC-PEM4S/TSC-PEM4SR/TSC-SH-CR-EM4B/TSC-SH-EM4B/TSC-SHP-CR-EM4B/TSC-SH-PEM4B/XAC-PEM4S/SEC-EM4R/SEC-EM4S/SEC-PEM4R/SEC-PEM4S |
|---|

XALシリーズ・TSCシリーズ・XACシリーズ超硬スクエアエンドミル四枚刃ロングタイプによる側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- ノンコート品、刃部逃がしエンドミルは、送り速度、回転速度ともに下記条件の70%以下でご使用ください。
- ノンコート品での高速切削は避けてください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | XAL-EM4L/XAL-EM4RL/XAL-PEM4L/XAL-PEM4RL/TSC-EM4L/TSC-EM4RL/TSC-PEM4L/TSC-PEM4RL/XAC-PEM4L/SEC-EM4L/SEC-PEM4L |
|---|

VACシリーズ超硬スクエアエンドミルによる溝切削・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でピビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | VAC-PEM2R | 溝切削 |
|---|

| 型番 | VAC-VHEM4R | 側面切削 |
|---|

VACシリーズ超硬スクエアエンドミルによる溝切削・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でピビリが生じた場合は切削条件を下げてご使用ください。

| 型番 | VAC-PEM2EXL | 溝切削 |
|---|
2枚刃エキストラロング
| 型番 | VAC-PEM4EXL | 側面切削 |
|---|
4枚刃エキストラロング

XCPシリーズ超硬エンドミル2・4枚刃による側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 切削油は被削材に適したものを選定してください。
- 加工時にビビリが生じた場合は、切削条件を下げてご使用ください。
- XCP-CR-EM2Bは送り速震・回転速震ともに下記条件の50%以下でこ使用ください。
| 型番 | XCP-CR-EM4B/XCP-CR-EM4R/XCP-CR-EM4SR/XCP-GEM4B/XCP-GEM4R/XCP-GEM4S/XCP-GEM4SR/XCP-CR-EM2B |
|---|


XALシリーズ超硬ロングネックエンドミルによる溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | XAL-CR-PEM2LB/XAL-EM2LB/XAL-PEM2LB/ |
|---|


MRCシリーズ・TSCシリーズ超硬ロングネックエンドミル2・3枚刃による溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- MRC-HEM3LB/LN-MRC-HEM3S/TSC-HEM3LB/TSC-CR-HEM3LB/LN-TSC-HEM3S LN-TSC-CR-HEM3Sは送り速震・回転速震ともに下記条件の150%以下でこ使用ください。
| 型番 | MRC-CR-PEM2LB/TSC-CR-PEM2LB/TSC-EM2LB/TSC-PEM2LB/TSC-REM2PB/MRC-HEM3LB/TSC-CR-HEM3LB/TSC-HEM3LB |
|---|


XALシリーズ超硬ロングネックエンドミルによる溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | XAL-CR-PEM4LB/XAL-EM4LB/XAL-PEM4LB |
|---|

MRCシリーズ・TSCシリーズ超硬ロングネックエンドミル4枚刃による溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | MRC-CR-PEM4LB/TSC-CR-PEM4LB/TSC-EM4LB/TSC-PEM4LB |
|---|


XCPシリーズ超硬ロングネックエンドミル2枚刃による溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 切削油は被削材に適したものを選定してください。
- 加工時にビビリが生じた場合は、切削条件を下げてご使用ください。
| 型番 | XCP-CR-EM2LB/XCP-GEM2LB |
|---|

XCPシリーズ超硬ロンクネックエンドミル4枚刃による溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 切削油は被削材に適したものを選定してください。
- 加工時にビビリが生じた場合は、切削条件を下げてご使用ください。
| 型番 | XCP-CR-EM4LB/XCP-GEM4LB/XCP-MSX4LB |
|---|


VACシリーズ超硬ロングネックスクエアエンドミル2枚刃による溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 加工時にビビリが生じた場合は、切削条件を下げてご使用ください。
| 型番 | VAC-PEM2LB |
|---|

XALシリーズ超硬エンドミル4枚刃45°ネジレタイプ
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- XAL-HEM3B/XAL-HPEM3S/XAL-HEM3SR/XAL-HEM3R/XAL-HPEM3R/XAL-HEM3L/XAL-HEM3S/XAL-CR-HEM3S/XAL-HPEM4L/XAL-CR-LS-HEM4S/XAL-CR-HEM3Rは送り速度を下記条件の75%でご使用ください。
- XAL-HEM4Lは送り速度・回転速度ともに下記条件の70%以下でご使用ください。
- XAL-HEM4L/XAL-HPEM4Lは側面切削にてご使用ください。
| 型番 | XAL-CR-HEM4B/XAL-CR-HEM4R/XAL-CR-HEM4S/XAL-CR-HEM3R/XAL-CR-HEM3S/XAL-CR-LS-HEM4S |
|---|

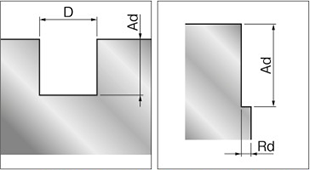
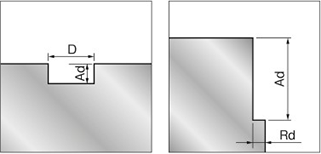
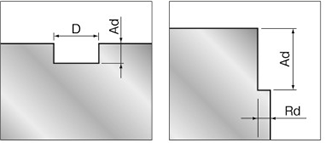
溝切削条件

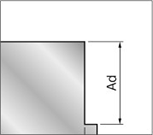
側面切削条件
MRCシリーズ超硬エンドミル3・4枚刃45°ネジレタイプ
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- MRC-LS-HEM4S/MRC-LS-HPEM4Sは送り遠度・回転速度ともに下記条件の70%でご使用ください。
- MRC-HEM3B/MRC-HEM3S/MRC-HPEM3S/MRC-HEM3SR/MRC-HEM3R/MRC-HPEM3R/MRC-HEM3Lは送り速度を下記条件の75%でご使用くたさい。
- MRC-LS-HEM3S/MRC-CR-LS-HEM4Sは送り速度・回転速度ともに下記条件の50%でご使用ください。
- MRC-HEM3L/MRC-HEM4L/MRC-HPEM4-Lは側面切削のみでご便用ください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | MRC-CR-HEM4B/MRC-CR-HEM4R/MRC-CR-HEM4S/MRC-CR-HEM3R/MRC-CR-HEM3S/MRC-CR-LS-HEM4S/ |
|---|

溝切削条件

側面切削条件

XALシリーズ・TSCシリーズ超硬エンドミル3・4枚刃45°ネジレタイプ
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- XAL-LS-HEM4S/XAL-LS-HPEM4S/TSC-LS-HEM4S/TSC-LS-HPEM4S/TSC-CR-LS-HEM4Sは送り遠度・回転速度ともに下記条件の70%でご使用ください。
- TSC-HEM3B/TSC-HEM3S/TSC-HPEM3S/TSC-HEM3SR/TSC-HEM3R/TSC-HPEM3R/TSC-HEM3L/TSC-CR-HEM3B/TSC-CR-HEM3S/TSC-CR-HEM3Rは送り速度を下記条件の75%でご使用くださいXAL-LS-Hは送り速度を下記条件の75%でご使用くたさい。
- XAL-LS-HEM3S/TSC-LS-HEM3Sは送り速度・回転速度ともに下記条件の50%でご使用ください。
- TSC-HEM3L/TSC-HEM4L/TSC-HPEM4Lは側面切削のみでご便用ください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | TSC-CR-HEM4B/TSC-CR-HEM4R/TSC-CR-HEM4S/TSC-SH-CR-HEM4B/TSC-CR-HEM3B/TSC-CR-HEM3R/TSC-CR-HEM3S/TSC-SH-CR-HEM3B/TSC-CR-LS-HEM4S |
|---|

溝切削条件
側面切削条件

XCPシリーズ超硬エンドミル45度ねじれ角3枚刃による溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 加工時にビビリが生じた場合は、切削条件を下げてご使用ください。
| 型番 | XCP-CR-HEM3SR/XCP-HEM3B/XCP-HEM3SR |
|---|

XCPシリーズ超硬エンドミル45度ねじれ角4枚刃による溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 加工時にビビリが生じた場合は、切削条件を下げてご使用ください。
| 型番 | XCP-HEM4B/XCP-HEM4R/XCP-HEM4S |
|---|


XALシリーズ・TSCシリーズ超硬座繰り用エンドミルによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- あらかじめ下穴を加工のうえでご使用ください。
- Z方向に送った際の加工条件です。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
| 型番 | XAL-ZEM3S/TSC-ZEM3S |
|---|
VACシリーズ超硬ラジアスエンドミルによる溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | VAC-CR-EM2R |
|---|


VACシリーズ超硬ラジアスエンドミルによる側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | VAC-CR-VHEM4R |
|---|


VACシリーズ超硬ロングネックラジアスエンドミルによる溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | VAC-CR-EM2LB |
|---|

VACシリーズ超硬ロングネックラジアスエンドミルによる側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | VAC-CR-VHEM4LB |
|---|

VACシリーズ難削材用不等リードエンドミルによる溝切削・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | VAC-FMS-VHEM4R/VAC-FMS-VHEM4S |
|---|

TSCシリーズステンレス鋼用趨硬スクエア3枚刃・ラフィングエンドミルによる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。仕上げ加工における加工面品位の向上にはMQLをご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | TSC-FMS-HEM3R/TSC-FMS-HEM3S/TSC-FMS-HREM3S |
|---|


TSCシリーズ超硬不等リード4枚刃エンドミルによる側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。ビビリが生じた場合は切削条件を下げてご使用ください。
- 溝切削の場合は、送り速度を下記条件の70%でご使用ください。
| 型番 | TSC-CR-VHEM4S/TSC-VHEM4S |
|---|


TSCシリーズチタン加工用超硬スクエアエンドミルによる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアーブローまたはMQLでご使用ください。
- 加工機の回転速度が上がらない場合、送り速度と回転速度を同比率で下げてください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。ビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | TSC-FMT-HEM4S |
|---|
溝切削条件

側面切削条件

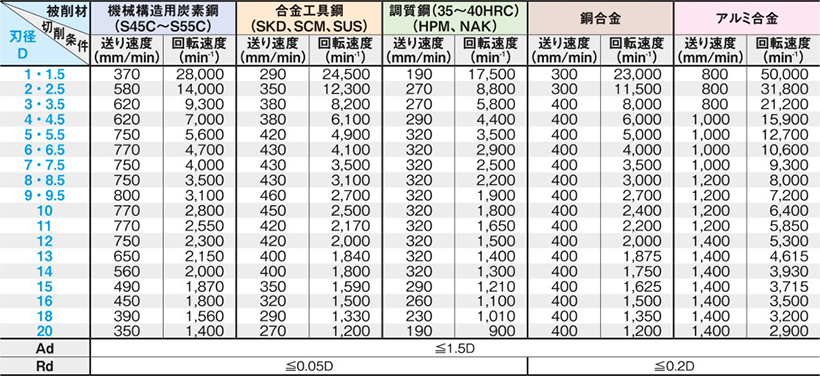
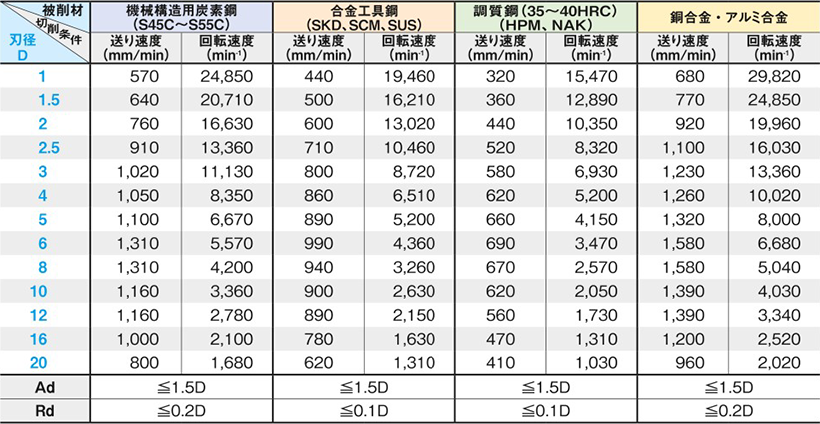
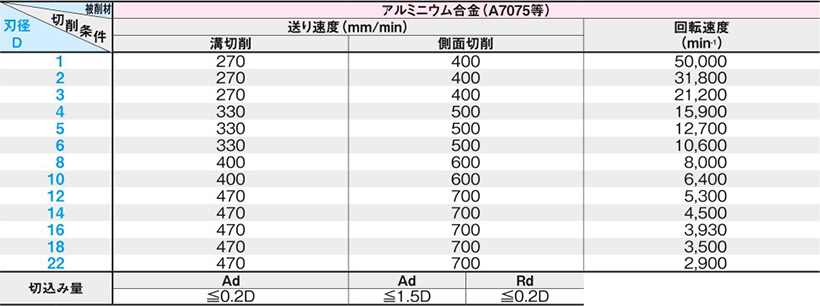
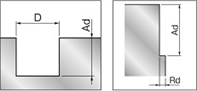
アルミ用超硬スクエアエンドミルによる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
- SEC-ALHEM2L/SEC-ALHEM2EXL/XEL-ALHEM2EXLは送り速度・回転速度ともに下記条件の50%で、側面切削のみにご使用ください。
- SEC-LS-ALHEM3B/SEC-SS-ALHEM3B/SEC-LS-ALHREM3B/SEC-ALHEM3B/SEC-ALHEM3S/SEC-ALHEM3R/SEC-CR-ALHEM3R、3枚刃のロングネック・テーパネックは、送り速度を下記条件の150%でご使用ください。
- SEC-ALHEM4R、4枚刃のロングネック・テーバネックは、送り速度を下記条件の200%でご便用ください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 2枚刃の標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | SEC-ALHEM2R/SEC-ALHEM2S/SEC-CR-ALHEM2R/XEL-ALHEM2R/XEL-ALHEM2S/SEC-ALHEM3B/SEC-ALHEM3R/SEC-ALHEM3S/SEC-CR-ALHEM3R/SEC-LS-ALHEM3B/SEC-LS-ALHREM3B/SEC-SS-ALHEM3B/SEC-ALHEM4R/SEC-ALHEM2EXL/SEC-ALHEM2L/XEL-ALHEM2EXL |
|---|
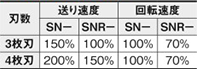
- 3・4枚刃の首逃がしエンドミルは、切削条件表の歎値に以下の比率をかけてご使用ください。

DLCコートアルミ用超硬スクエアエンドミルによる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
- DLC-ALHEM2Lは送り速度・回転速度ともに下記条件の50%で、側面切削のみにご使用ください。
- DLC-LS-ALHEM3B/DLC-ALHEM3S/DLC-ALHEM3R/DLC-CR-ALHEM3R、3枚刃のロングネック・テーパネックは、送り速度を下記条件の150%でご使用ください。
- DLC-ALHEM4R、4枚刃のロングネック・テーバネックは、送り速度を下記条件の200%でご便用ください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 2枚刃の標準首逃がしエンドミルは下記条件で、切れ刃端R加工エンドミルは下記条件の70%以下でご使用ください。
| 型番 | DLC-ALHEM2R/DLC-ALHEM2S/DLC-CR-ALHEM2R/DLC-ALHEM3R/DLC-ALHEM3S/DLC-CR-ALHEM3R/DLC-LS-ALHEM3B/DLC-ALHEM4R/DLC-ALHEM2L |
|---|
- 3・4枚刃の首逃がしエンドミルは、切削条件表の歎値に以下の比率をかけてご使用ください。

DLCコートアルミ加工用超硬スクエアエンドミルによる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | DLC-ALHEM2LB |
|---|


アルミ加工用ダイヤコート超硬スクエアエンドミルによる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
- DAC-ALHEM3Rは、送り速度を下記条件の150%でご使用ください。
| 型番 | DAC-ALHEM2R/DAC-ALHEM3R |
|---|


銅加工用スクエアエンドミルによる溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
| 型番 | CRN-CUEM/CUEM/CRN-CUPEM2LB |
|---|


銅加工用スクエアエンドミルによる側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- 側面切削ではダウンカットでご使用ください。
| 型番 | CRN-CUEM/CUEM |
|---|

グラファイト用ダイヤモンドコート超硬スクエア・ラジアスエンドミルによる切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
| 型番 | DAC-GREM2L/DAC-CR-GREM4L/DAC-GREM4L |
|---|

グラファイト用・樹脂用超硬スクエアエンドミルによる側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- 側面切削ではダウンカットでご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- SEC-GREM4Lは、送り速度を下記条件の200%でご使用ください。
- SEC-PLEM2EXL/SEC-LS-PLEM2Rは送り速度・回転速度を下記条件の50%でこ使用ください。
| 型番 | SEC-CR-PLEM2R/SEC-GREM2L/SEC-PLEM2R/SEC-GREM4L/SEC-LS-PLEM2R/SEC-PLEM2EXL |
|---|


樹脂加工用超硬スクエアエンドミル2枚刃ロングネック(深リブ用)による溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度があがらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 熱可塑性の樹脂で、且つ、ガラス繊維、カーボン繊維、ガラス粉末等が添加されていないものの場合の加工条件です。
| 型番 | SEC-PLEM2LB |
|---|

