
[2021/12/24公開]
異物不良撲滅に近道は無く、日々の積み重ねが重要であるが、ポイントは発生原因を未然に潰すことである。以下に異物不良の原因と対策を解説していく。
異物不良の種類
異物不良は、大きく2つに分類される。
- 練り込み異物
製品に練り込まれている異物。成形材料由来のもの、外部からの混入物、スクリュー炭化物など。練り込まれているので、後から除去できない。 - 付着異物
製品に付いた異物。ホコリ、チリ、ゴミ、金型や設備のグリス汚れなど。成形後に付着した異物なので、後から除去できる。
不良の判定基準
品質規格に沿った合否判定
異物不良は全てがNGという訳ではない。製品それぞれに不良限度があり、大きさや数など、許容される範囲がある。成形品の品質基準は、「お客さまと取り交わした品質規格」に沿って合否判定することがポイントである。お客さまの求める品質と、提供する側の品質の認識が一致していなければならない。
例)異物 0.5m㎡以下1点まで(1視野)であること
のように明確に規格が定められている。
この品質規格は、製品一つ一つ決まっている。まず検査前に、製品とその品質規格を再度確認しよう。
【注意点】過剰品質になっていないか
実際の検査工程では、過剰品質になる傾向がある。
検査員のよくある心理として以下が挙げられる。
- 不良を流出して怒られたくない
- 不良を流出したら、全数再検査をしなくてはいけなくなってしまう
- 他の検査員が不良を検出しているのにつられて、良品を不良判定してしまう
いくら品質規格による基準を理解していても、検査員の心理的要因により合否判定にズレが生じていく。管理者は検査員が不良判定した製品を定期的にチェックし、品質規格とズレが無いかを確認していく必要がある。
対策の基本的な考え方
①発生原因と流出原因
異物不良対策をしていく上で、下記2つは切り分けて考えよう。
- 発生原因:異物不良が発生した原因
- 流出原因:異物が客先に流出してしまった原因
②発生原因を徹底的に潰す
異物不良は、製造工程のどこでも発生する可能性があるため、少しでも発生する可能性があれば、未然に対策し予防をしていく。また、発生してしまった異物不良に対しては、工程を上流まで遡って、どこで発生したのか、その真因を追求し再発防止策を立てる必要がある。
③流出対策の考え方
どうしても発生してしまう異物不良を、検査工程で確実に取り除けるように、
- 検査環境の整備
- 検査員の習熟度アップ
- 検査手順書を作成し、ポイントを図示する など
仕組み作りを意識し、都度更新していこう。画像検査機導入なども効果的である。ただし、流出対策では「不良率の改善」にはならないことを認識しておこう。
発生原因別の対策
①成形材料由来
入荷してきた成形材料そのものに異物が練り込まれていることがある。成形材料製造メーカーから入荷されるナチュラルカラーのバージン材に異物が練り込まれている場合は少なく、着色メーカーで着色された成形材料に異物が練り込まれている(着色工程で異物混入)場合がある。
【対策】成形材料の受け入れ検査を実施する
成形材料を入荷した際に、同一ロット成形材料のうち少量をサンプリングし、抜き取り検査をする。この時点で練り込み異物に気付ければ、不良発生を未然に防げる。
②劣化したパッキンの脱落(乾燥機/輸送機)
経年劣化により、設備のパッキンが脱落し、混入することがある。特に、段取り替えの度に清掃する乾燥機やミニホッパーのパッキンに多い。

【対策】定期的な点検・交換
パッキンの交換は簡単であり、部品代も高くない。劣化したパッキンは、都度新品交換が必要である。「まだ使える、もったいない」の考えが、不良発生に繋がる。設備はいつも正常に整えておくことがポイントである。
③脱落し粉砕された設備部品(粉砕機)
射出成形ではランナーリターンが基本であり、効率的にリターンすることが利益に繋がる。時に、取り出しチャックの小さなねじなどが緩んで脱落してしまい、そのままランナーと一緒に粉砕されてしまうことがある。
【対策】金属異物除去用のマグネットを設置
金属片が製品に練り込まれることは重欠点となるので、重点的に対策を講じる必要がある。
粉砕機の投入シューターの裏側にはバータイプのマグネットを、粉砕材の搬送経路には下記のようなマグネットを設置し金属を除去する。


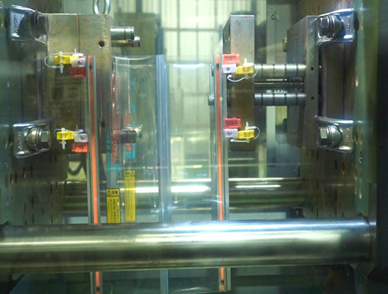
④成形機タイバー汚れの付着
自重落下の製品は、エジェクトされてから直下に設置された製品箱で受けるまでに飛散し、成形機やタイバー汚れが付着してしまう。
【対策】
- 成形機の清掃をこまめに行う
- 飛散防止フィルムを金型側面に設置する


⑤取り出し機のグリス付着
- 製品軸の上下リニアガイドレール
- 製品軸の反転シリンダ周辺
- 走行軸の落下側の本体フレーム など
溶けて液状化したグリスが製品に付着することがある。特に、夏場や稼働ショットの多い製品は発生しやすい。

【対策】こまめに溶け出したグリスを拭き取り清掃する。
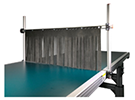
⑥ホコリ・チリ・ゴミ付着
1.輸送工程(コンベア)
プラスチックは帯電しやすい為、ホコリ・チリ・ゴミの付着が多い。
【対策】除電器で除電することで付着を軽減できる。またコンベアを覆うカバーの取り付けや、エアーブローを使用することも有効である。


2.検査工程
出来上がった製品の抜き取り検査にて、梱包箱の開閉時にホコリ・チリ・ゴミが付着してしまう。
【対策】検査室環境の管理を強化することで予防する。また、除電手袋の着用もおすすめである。

3.梱包工程
製造した成形品は通箱を使用して客先に納品され、空いた通箱は返却される。複数回使用した通い箱は汚れていき、ホコリ・チリ・ゴミ汚れが付着していく。
【対策】通箱の受け入れ管理強化
返却された通箱のうち、受け入れ時点で、汚れが目立つものや損傷しているものは、清掃・廃棄することが望ましい。
射出成形において異物不良は発生件数の多い不良であるが、異物は仕方がないと諦めず、発生原因ごとに対策し未然に防ごう。また、発生した不良はその都度対処していくことが重要であり、継続して対策していくことで、少しずつ不良件数は減っていくものである。