
[2021/12/24公開]
昨今、原油高の影響でプラスチック原料の価格はどんどん上がってきている。
プラスチック原料を作るのに必要な素材は原油であるため、今後さらに高騰、供給不足が予想される。
射出成形工場において、原料費は人件費に次いで高額である。一例として、
ポリプロピレン 160円/kg程度
ポリカーボネート 400円/kg程度
エンプラや添加剤の入った原料であれば、2,000円/kgを超えるものも存在する。
仕入れた原料の全てを製品にして利益に繋げたいが、どうしても廃プラは発生してしまう。
今回は、成形現場廃プラ対策をテーマに解説していく。
1. 射出成形 原料の内訳
射出成形は、「原料を成形して、製品を作る」加工業である。
原料は、成形工程で下記の通り加工される。
- 良品
- 不良品
- パージ球
- ランナー
このうち良品にのみ価値があり、その他はムダである。
原料中でいかに数多くの良品を成形できるかは、企業、製造部門の力の見せどころである。
2. 廃プラ削減対策5つのポイント
廃プラ削減の重点ポイントを5つに分けて解説していく。
① 工程管理
まず最重要なのは、良品を作ること。
製造業は、「バラツキ管理」といわれる。
そのバラツキを、いかに規格内に収めるかがポイントである。
射出成形においては、まず3C(品質、コスト、納期)と4M(原料、機械、人、方法)を徹底的に管理することが、品質安定に繋がる。
そして、無理のない生産計画を組むことが重要である。
段取り9割という格言の通り、準備の段階でその結果の良し悪しは決まる。
良品は、整った環境でしか作れない。
特に注意すべきは
- 関係性の浅い取引先からの仕事
- 安請け合いした突発的な仕事
- 新規事業 など
準備不足のなかでの突貫作業時に大量の不良品が出てしまう。
売上UPしようとムリに工程に組み込んでも、本末転倒となる。
② パージ球の削減
段取り替えの度に出てしまうのがパージ球である。
仕方がないと諦めることなく、その量を最少にする努力は怠らないこと。
パージ球を最少にできれば、良品を最大数成形できることになる。
その工夫を紹介していく。
(ⅰ)少ロット多品種生産は避ける
注文いただいた製品は、納期までに必要数納めなくてはならない。サプライヤー、メーカー問わず供給責任があるため、少ロット多品種生産もやむを得ないが、長期的に考えれば良いことはない。
少ロット生産を続けていると稼働率は上がらず、企業、社員共に疲弊してしまう。
さらに、その対応に労力を割かれることで、順調に成形している別の製品に影響が及ぶことがある。
噛み合わない歯車が一つでもあると、工場全体がまわらなくなってしまうのだ。
もちろん段取り替えの回数は、そのまま廃プラ量に直結する。
対策としては、
- 閑散期をうまく活用して生産する
- 取引先と相談して納期に余裕を持たせる など
うまく折り合いを付けるべきである。
(ⅱ)製造順序
製造順序の組み替えは、廃プラ削減に効果的である。
段取り替えの難易度を下げることで、廃プラを削減できる。
- 同一原料の製品
- 溶融温度差の少ない製品
- 薄い色の製品→濃い色の製品 など
少量のパージで原料を置き替えられる。
(ⅲ)パージ剤の適正使用
抜けの悪い原料をパージするには、どうしても量を必要とする。
そのような時はパージ剤をうまく活用することで効率が上がる。
パージ剤は高価なため、必要最低量を投入し、ノズル先端から出てくるパージ剤の状態を確認し、不足していれば足す方法がおススメである。
また、パージ剤自体の抜けが悪い時があるため、次原料でしっかりパージすること。
画像:パージ剤でパージした様子


(ⅳ)粉砕PP使用
高価な原料や、量に限りのある原料に関しては、粉砕したPPを使ってのパージをおススメする。
廃プラ量は変わらないが、廃棄金額の削減になる。
(ⅴ)定期スクリューメンテンスの実施
スクリュー、3点セットは定期的に分解清掃をすべきである。その構造上、絶対に炭化物ができてしまう。その炭化物は剥がれ落ち、練り込み異物になる。
パージ剤を使用しても、練り込み異物が収まらないようなら、スクリュー分解清掃をしよう。
初めてのスクリュー分解清掃は難しいと感じるかもしれないが、ユーザーレベルで十分できる作業である。



(ⅵ)パージ球の仕分け
パージ球は、廃プラとしてリサイクル業者に売却される。
その際、仕分けすることで売却単価が異なる。
例えば、以前このようなことがあった。
「パージ球だけなら売却可能だが、紙が付いていると産廃扱いとなり、処分費用を請求された。」
いろいろなケースがあるため、取引しているリサイクル業者に相談すべきである。
③粉砕材再利用
(ⅰ)不良品、ランナーは粉砕機で粉砕し再利用
(客先との取り交わしによりリサイクル不可の製品もある。)
バージン材に比べて性能が劣るため、原料混合機を使用し混合比を適正に管理することが重要である。
粉砕材の比率が多くなると、PC(ポリカーボネート)透明は、製品の色が黄ばんでしまうなどの不良が発生するので注意が必要である。
(ⅱ)粉砕機の選定
粉砕機は大きく分けて、2種類ある
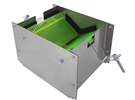
- 高速粉砕機:処理は速いがうるさい。スクリーン構造のため、スプルーがそのまますり抜けて出てしまうことがある。
画像:高速粉砕機 スクリーン

- 低速粉砕機:小型のため大きな製品は粉砕できない。処理は遅いが静か。
高速粉砕機で粉砕した粉砕材の中には、スクリーンからすり抜けた長いままのスプルーが混入してしまうことがある。
そのまま使用すると、経路中でブリッジを起こしてしまい、原料輸送トラブルや原料切れが起こってしまう。
成形が一時停止してしまうと、パージして再立ち上げしなくてはならない。パージ球、スタート捨てショットが必要になり、無駄な廃プラ、稼働率ダウンと良いことがない。
対策としては、粉砕材をもう一度粉砕機に投入し、長いままのスプルーを再粉砕するか、低速粉砕機の導入も効果的である。

④ランナーレス金型
金型開発の段階で、ランナーレス金型を導入することでランナー自体をなくすことができる。
ホットランナーは導入コストが高いのが障壁だが、廃プラ削減、また粉砕作業に当たる人件費の削減にも繋がる。
(ⅰ)ホットランナー バルブゲート
バルブ式のゲートで導入費用は高額。型厚が厚くなる。ゲートの切れが良い。
(ⅱ)ホットランナー ゲートチップ
ゲートにチップを配置し、うまくゲートが切れるようになっている。バルブゲートより単純で安価。
(ⅲ)インシュレート
スプルーブッシュをインシュレートに改造することで、ホットランナーシステムを導入することなく、ランナーレスにできる。

⑤スプルー樹脂の最小化(射出成形機用ノズル採用)
金型と成形機のアンマッチの解消
以前は、金型に対して成形機のノズル穴径が太すぎる時、金型スプルーブッシュを太いサイズに交換していた。スプルーが太くなった分、ランナー廃プラが増えていた。(ランナーリサイクルができなければ、そのランナーは廃プラとなっていた。)
射出成形機用ノズルを搭載することで、ノズル先端チップを交換するだけで、金型に最適な穴径を簡単に取り替えることができる。
また、定期のスクリューメンテナンス時は、先端ノズルチップが脱着できるので、清掃時間を短縮できる。

3. まとめ
廃プラ削減はそのまま利益直結を意味する。
- 工程の見直し
- 効果的なパージ
- 粉砕機の使用
- ランナーレス金型の採用
- スプルー樹脂の最小化(射出成形機用ノズル採用) など
組織一丸となって、カイゼン、工夫していくことが重要である。