[2023/11/20公開]
Question
リーマ加工の方法を教えて
リーマ仕上げ記号がある図面の加工をしたいが、この加工方法を教えてもらえますか?
Answer
リーマ仕上げはリーマ代を残した下穴にリーマを通して穴寸法と面精度を仕上げる加工です
リーマにより加工可能被削材や加工可能形状、加工手段が異なりますので、まず加工目的に適したリーマを選択します。リーマ代を残した下穴にリーマを通しますが、切削条件はリーマ、被削材により異なりますので使用するリーマの切削条件表を参照します。リーマの種類と加工方法を以下に記載しますのでご参照下さい。
リーマの母材
リーマの母材はハイスと超硬があり、被削材が高硬度鋼などは超硬を選択します。
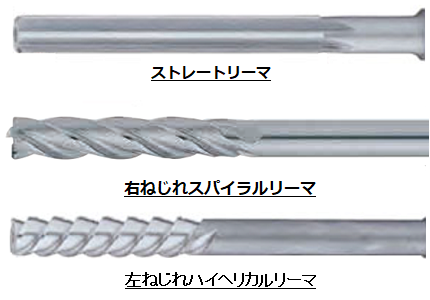
リーマの側刃形状
側刃形状はストレートとスパイラル、ハイヘリカルがあります。側刃にねじれがあると加工速度を上げることができます。また、ねじれ方向は右ねじれと左ねじれがあり、右ねじれは切りくずをシャンク側へ排出しますが、左ねじれは先端側へ押しだしますので通し穴用となります。
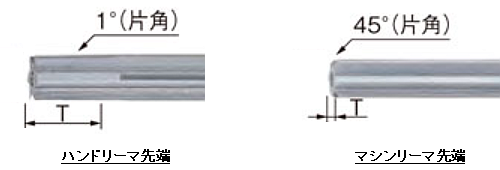
食付き長さ
リーマは加工手段によりハンドリーマとマシンリーマに分かれます。
ハンドリーマは手回しで加工するため、下穴に沿いやすい食付き角が約1°で、食付き長さ(T)が長いリーマです。マシンリーマは通常設置精度がよいため、食付き角が約45°で、食付き長さ(T)が短い特長があります。止り穴の場合は先端の食付き長さは目的の径にならないので食付き長さ(T)に気をつけます。
リーマの底刃形状
底刃付と無いものがありますが、底刃付は下穴の曲がりをある程度矯正することができ、穴底面も加工できます。
リーマの加工方法
仕上げる穴径(=リーマ径)からリーマ代だけ小さいドリル径で下穴をあけます。例えば仕上げる穴径がΦ10でリーマ代が0.2mmの場合、ドリル径9.8で下穴をあけます。下穴の真円度が悪くなる場合や穴が曲がるようでしたらエンドミルで穴の中仕上げをします。切削条件はリーマの刃形状と被削材硬度により大きく異なりますので、使用するリーマの切削条件表で加工してください。一般的に刃の接触範囲がドリルより大きいので加工速度を下げた条件になっています。
ハイスリーマ加工の仕上げ代例(リーマ代:直径表示)
| 被削材 | リーマ刃径 | ||||
|---|---|---|---|---|---|
| ~φ6 | ~φ10 | ~φ16 | ~φ25 | φ25~ | |
| 鋼 ~700N/mm2 700N/mm2以上 |
0.1~0.2 0.1~0.2 |
0.15~0.2 0.15~0.2 |
0.2~0.3 0.2~0.25 |
0.3~0.4 0.25~0.3 |
0.4~0.5 0.3~0.4 |
| 鋳鋼 鋳鉄 可鍛鋳鉄 |
0.1~0.2 0.1~0.2 0.1~0.2 |
0.15~0.2 0.15~0.2 0.15~0.2 |
0.2~0.25 0.2~0.3 0.2~0.3 |
0.2~0.3 0.3~0.4 0.3~0.4 |
0.3~0.4 0.4~0.5 0.4~0.5 |
| 銅 黄銅 青銅 アルミニウム |
0.1~0.2 0.1~0.2 0.1~0.2 0.1~0.2 |
0.2~0.3 0.15~0.2 0.15~0.2 0.2~0.3 |
0.3~0.4 0.2~0.3 0.2~0.25 0.3~0.4 |
0.4~0.5 0.3~0.35 0.3~0.35 0.4~0.5 |
0.5~0.6 0.35~0.4 0.35~0.4 0.5~0.6 |
| 樹脂 | 0.1~0.2 | 0.2~0.3 | 0.2~0.3 | 0.3~0.4 | 0.4~0.5 |
おすすめ商品







関連ページ