- XALシリーズ・TSCシリーズ超硬ラフィングエンドミルによる溝・側面切削
- XALシリーズ・TSCシリーズ超硬ラフィングエンドミル45°ネジレタイプ
- VACシリーズ超硬ラフィングエンドミルによる溝切削
- TSCシリーズステンレス鋼用超硬スクエア3枚刃・ラフィングエンドミルみよる溝・側面切削
- アルミ用超硬ラフィングエンドミルによる側面切削
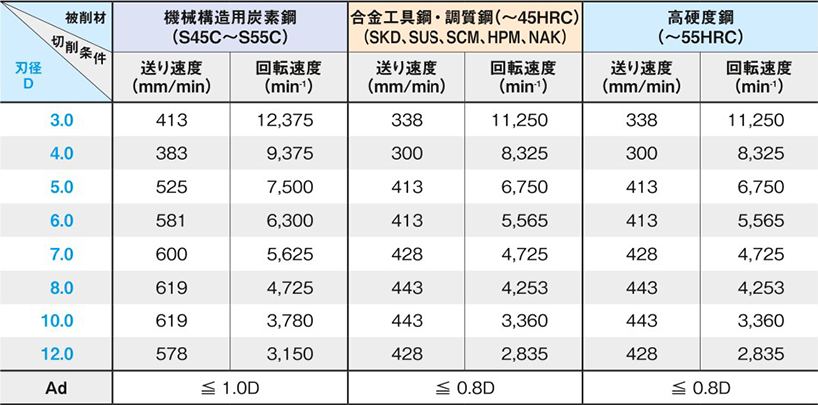
XALシリーズ・TSCシリーズ超硬ラフィングエンドミルによる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
- 首逃がしエンドミルは下記条件でご使用ください。
| 型番 | XAL-RFPR/XAL-RFPS/XAL-LS-RFPR/XAL-RFPL/TSC-LS-RFPR/TSC-RFPL/TSC-RFPR/TSC-RFPS/XAC-RFPR |
|---|
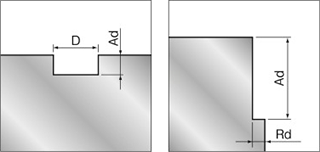
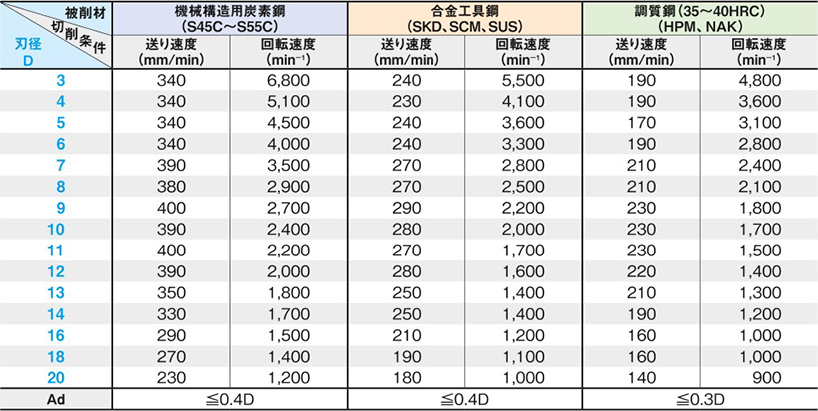
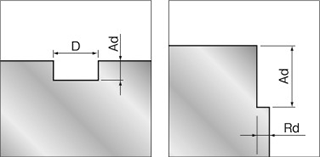
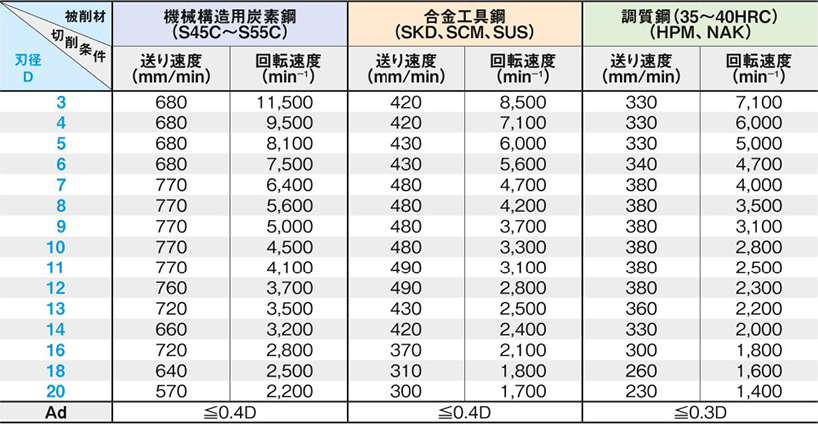
溝切削条件
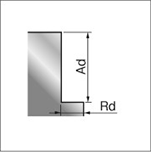
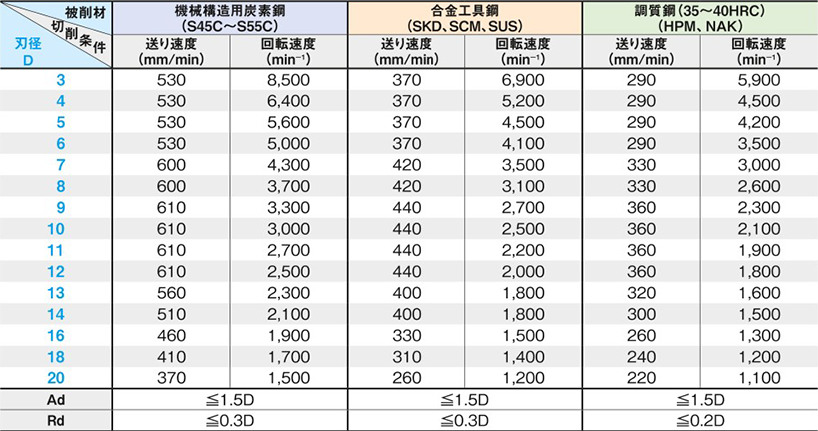
側面切削条件
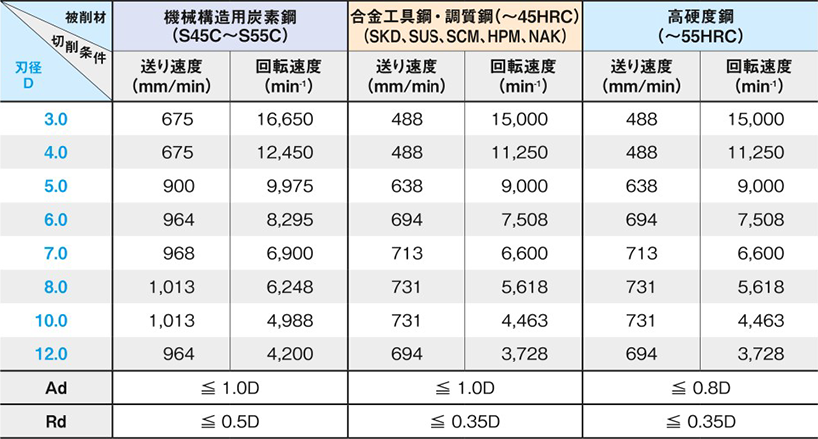
XALシリーズ・TSCシリーズ超硬ラフィングエンドミル45°ネジレタイプ
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- ダウンカットでご使用ください。ビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | XAL-HRFPL/XAL-HRFPR/XAL-HRFPS/XAL-LS-HRFPR/TSC-HRFPL/TSC-HRFPR/TSC-HRFPS/TSC-LS-HRFPR |
|---|
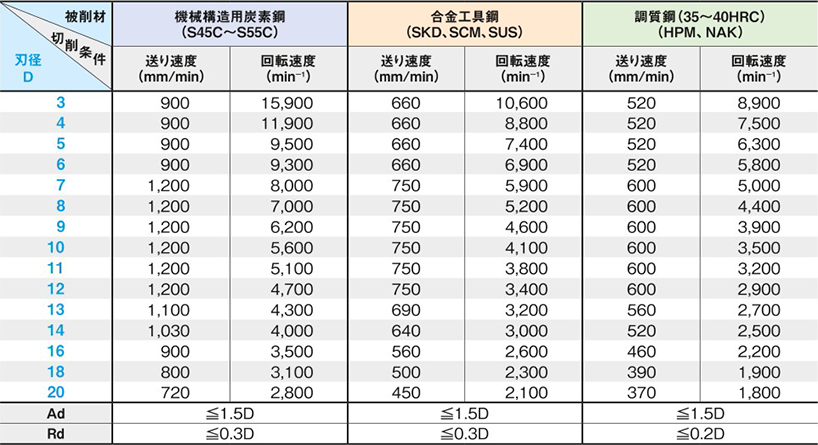
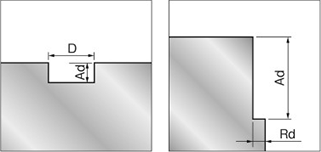
溝切削条件
側面切削条件
VACシリーズ超硬ラフィングエンドミルによる溝切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- 高速条件では発火性の高い切削油の使用は避け、エアープローまたはMQLでご使用ください
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | VAC-HRFPR |
|---|
溝切削条件
側面切削条件
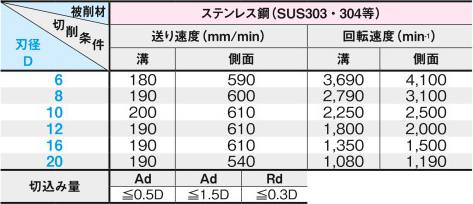
TSCシリーズステンレス鋼用超硬スクエア3枚刃・ラフィングエンドミルみよる溝・側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。仕上げ加工における加工面品位の向上にはMQLをご使用ください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
| 型番 | TSC-FMS-RFPR |
|---|

アルミ用超硬ラフィングエンドミルによる側面切削
- 機械、チャックは剛性のある精度の高いものをご使用ください。
- 切削油は被削材に適したものを選定してください。
- ご使用の加工機で回転速度が上がらない場合は、送り速度と回転速度を同じ比率で下げてご使用ください。
- エンドミル取り付け時の刃先の振れは0.01mm以内に抑えてください。
- 標準エンドミルから修正加工されたオプションメニューのエンドミルは切削条件を下げてご使用ください。
- 側面切削ではダウンカットでご使用ください。
- 側面切削でビビリが生じた場合は切削条件を下げてご使用ください。
- 溝切削でご使用の場合、Z方向の切り込みは0.5D以下。回転速度は下記条件の80%。送り速度は下記条件の50%でご使用ください。
- SEC-ALRFRは、送り速度・回転速度を下記条件の70%でご使用ください。
| 型番 | DLC-ALRFR/SEC-ALRFR |
|---|