
[2023/3/16公開]
射出成形において、3点セットとスクリューは、成形品の品質に大きく関わる。3点セットは、溶融樹脂の計量と充填をコントロールする部品である。スクリューは、樹脂の溶融と圧縮混錬に大きく影響する部品である。今回は、3点セットとスクリューの予備保全について解説していく。
<こんな方にオススメ>
3点セットとスクリューの交換タイミングを知りたい
3点セットとスクリューが消耗するとどんなことが起こるのか知りたい
3点セットのよくあるトラブルと予防策を知りたい
3点セットとスクリューの消耗
3点セットとスクリューは、新品の状態から、成形ショットを繰り返すことで消耗していくものである。汎用プラスチックの標準グレードを成形している場合、経年による消耗は少ないが、ガラス入りの樹脂や、ガスの発生が強い樹脂は、消耗が著しく速くなる。交換タイミングは、使用している樹脂やスクリューの負荷により大きく異なる。
3点セット/スクリューの消耗箇所
生産するほど消耗していく3点セットとスクリューの消耗度を計測する方法は、目視が最も有効である。定期的に行うスクリュー清掃時に、3点セットとスクリューの消耗度を確認することが重要である。経年による消耗箇所は、以下のとおりである。
(1) 3点セットの消耗箇所
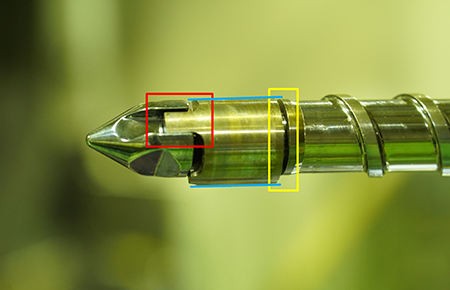
- スクリューヘッドと逆止リングが当たる部分(画像赤枠)
スクリュー回転とスクリューの前後動作により潰れていく。少しのつぶれは支障無いが、酷くなると爪部の肉厚が薄くなり、亀裂や折れの可能性が出てくる。 - 逆止リングとスペーサーの接触部分(画像黄色枠)
スクリューの前後動作により潰れていく。隙間が開くと、充填時にシールされないため、バックフローの原因になる。 - 逆止リングの外形(画像青色線)
スクリュー回転動作で削れていく。酷くなると加熱筒との隙間ができ、充填時にバックフローの原因になる。 - スクリューヘッドねじ部の折れ
スクリューヘッドは、ねじ込み式でスクリューに接続されている。充填のたびに高圧がかかる先端部は、経年によりねじ部が折れることがある。このねじ部が折れると、きちんと充填できなくなり、成形品がショートやヒケになる。
(2) スクリューの消耗箇所
- 圧縮/計量部の山部
圧縮部から計量部の山部の角が、なだらかになっていく。特にガラス入りの原料や、強力なガスを発生するスーパーエンプラを使用する場合、消耗はとても速くなる。スクリューの山部の角が無くなっていくと、溶融しづらくなり、計量時間が伸び、均一に混錬されない。
3点セットとスクリューの経年劣化によるトラブル
(1) バックフロー
経年劣化によるトラブルの中で一番多いのは、充填時のバックフローである。逆止リングの外径、逆止リングとスペーサーのシール面、スクリュー外径、加熱筒の内径のいずれかが消耗して、隙間ができることが原因である。充填時に、最小クッション値が安定していたのに、0mmまで押し切ってしまうときは、バックフローしている。充填圧力が、隙間から逃げている状態である。一旦スクリューを分解し、点検する必要がある。3点セットを新品に交換し、効果を確認する。
(2) 計量時間が伸びる
スクリューの山部の角が減ってくると、圧縮溶融しづらくなり、計量時間が伸びてしまう。冷却時間以上に計量時間がかかると、その分冷却時間が伸びて、収縮が変わり寸法が変わってしまう。(今までより収縮しない分、成形品は大きくなる。)
3点セットとスクリューが消耗する原因と対策
経年劣化以外では、樹脂の物性や、その他のトラブルにより消耗することがある。
(1) ガスによる浸食
原因:塩ビやPPSなどガスの発生が強い樹脂は、3点セットとスクリューを浸食してしまう。
対策:ガスの浸食に対応する耐食コーティングがされた専用部品を使用する。塩ビを成形する時は、加熱筒ごと交換して対応する。PPSは、耐食耐摩耗の部品が必須である。
(2) ガラスによる摩耗
原因:ガラス繊維を含有することで成形品の強度が上がる代わりに、3点セットとスクリュー・加熱筒が大きく消耗してしまう。スクリュー回転時に、ガラス繊維がヤスリの役割をして、表面を研磨してしまうためである。
対策:高強度の耐摩耗部品の採用が有効である。
(3) 金属片の混入による損傷
原因:原料に混入した金属片により3点セットとスクリューが傷ついてしまう。その混入経路は、ボルトやナットなどの脱落、粉砕刃の欠け、作業者の持ち物が誤って混入するなどさまざまである。
対策:原料の搬送経路にマグネットセパレーターを取付けて、物理的に金属片を除去する。
3点セットとスクリューの予備保全
トラブルを未然に防ぐためのポイントを解説していく。
(1) 在庫管理
3点セットは、成形機ごとに1セットずつの在庫を持つべきである。スクリューヘッドの折れ、逆止リングのバックフローなどは想定できるトラブルである。在庫を持っていれば、復旧は容易である。
(2) 生産中の品質管理
3点セットの消耗が原因で、バックフローをすることがある。スクリューの山部の消耗は、計量時間の伸びに繋がる。最小クッション値と、計量時間を、監視することが重要である。
(3) 3点セットとスクリューに負荷の高い成形条件を把握
負荷の高い成形条件は以下のとおりである。
- スクリュー回転数が高い
スクリュー回転を上げると、摩擦が増え、せん断発熱が多くなる。 - 背圧が高い
背圧は、必要最低限が基本となる。無駄な背圧は計量時間の伸びに繋がる。 - 射出圧力が高い、射出速度が速い
樹脂が固まる前に高速で充填することは基本である。しかし不要な射出圧力と射出速度はスクリュー先端にかかる圧力が高まり、練り込み異物の発生や、成形機の消耗に影響する。 - 保圧が高い、保圧時間が長い
保圧工程は、ヒケ部の圧力補填や、寸法安定に影響する。射出圧力と同様に、スクリュー先端に大きな圧力がかかるため、必要以上の保圧は不要である。
3点セットとスクリューは、射出成形加工において要の部品である。消耗箇所や、起こりやすいトラブルを十分に理解した上で、事前の予備保全が重要である。
