
[2023/6/6公開]
代表的な穴あけ工具の種類・特長、2枚刃・1枚刃ドリルのメカニズム、
加工能率と工具コストを加味した穴あけ工具の使い分けのポイントなどをご紹介します。
Question
刃先交換式・ソリッド・ヘッド交換式ドリルはどのように使い分けたらいいですか?
ドリルの分類として、1枚刃ドリル(刃先交換式ドリル)と2枚刃ドリル(ソリッド・ヘッド交換式ドリル)がありますが、その2つのドリルの特長・特性を活かし、どのように使い分ければいいですか?
Answer
加工形状・穴精度・使用機械・被削材で使い分け、加工能率と工具コスト比較も大事になります。
1枚刃ドリル(刃先交換式ドリル)と2枚刃ドリル(ソリッド・ヘッド交換式ドリル)にはそれぞれ固有の特長、特性があります。それぞれのドリルの切削メカニズムを理解し、加工形状・穴精度・使用機械・被削材で使い分けること、また加工能率と工具コストの何を優先するかも大切なポイントとなります。
代表的なドリルの種類
穴あけ工具は刃部材料や構造、機能などさまざまな分類が可能ですが、主に工具の構造と有効刃数によって分類される場合が多いです。
ここでは、代表的な穴あけ工具の種類をご紹介します。
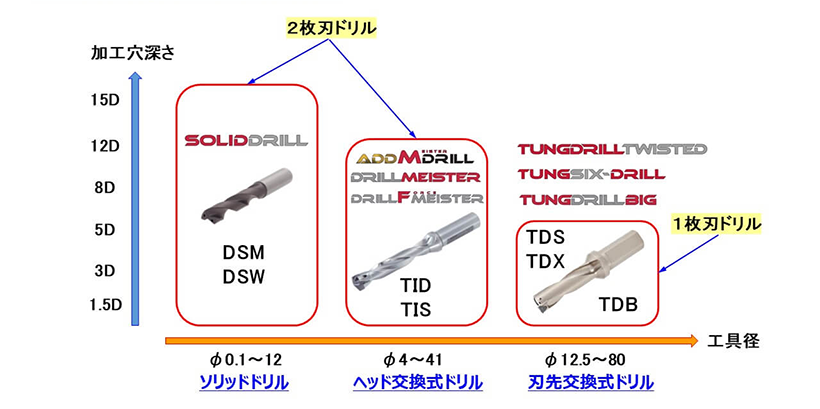
穴あけ工具は工具の構造により、主に「ソリッドドリル」「ヘッド交換式ドリル」「刃先交換式ドリル」の3種類に分かれます。
さらに、有効刃数によって、「ソリッドドリル」「ヘッド交換式ドリル」を2枚刃ドリル、「刃先交換式ドリル」を1枚刃ドリルと分類します。
それぞれで切削メカニズムも異なり、加工径や工具穴深さも異なります。
解説動画

2枚刃・1枚刃ドリルのメカニズム
2枚刃ドリルと1枚刃ドリルはそれぞれ工具の構成や切削メカニズムが異なります。
ここでは、それぞれのメカニズムの特長を解説します。
2枚刃ドリルのメカニズム
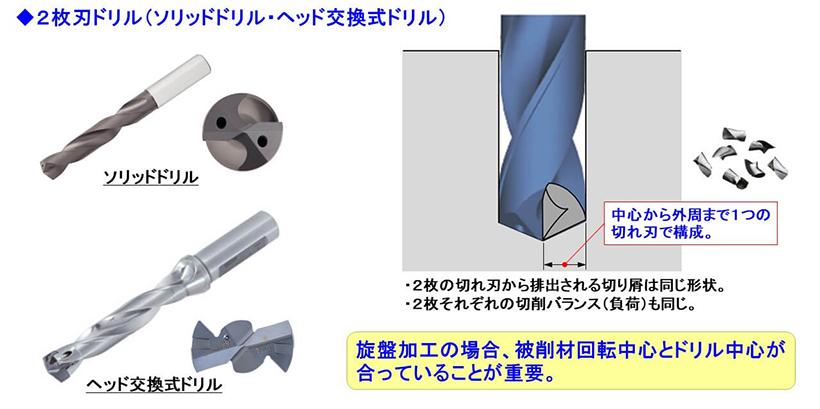
2枚刃ドリルは中心から外周まで1つの切れ刃で構成されています。
そのため、2枚の切れ刃から排出される切りくずは同じ形状であり、それぞれの切削バランスも同じです。
高能率・高精度の加工が可能ですが、旋盤加工の場合に被削材回転中心とドリル中心の芯ずれ調整のためタレットの位置精度が重要になります。
1枚刃ドリルのメカニズム
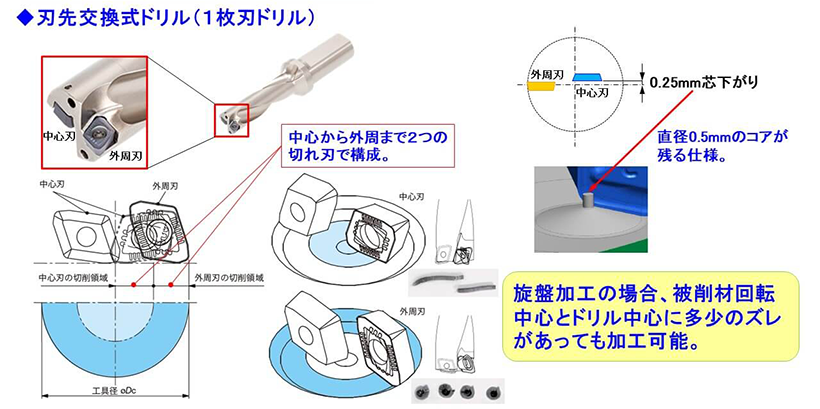
1枚刃ドリルは中心から外周まで2つの切れ刃で構成されています。
2枚刃ドリルと異なり中心刃が0.25mm芯下がりの設計となっているため、中心部に直径0.5mmのコアが残る仕様になっています。
加工能率や精度は2枚刃ドリルに劣りますが、インサート交換式のため工具コスト面でのメリットがあります。
また、芯下がりの設計のため旋盤加工時に被削材回転中心とドリル中心に多少のズレが生じても加工が可能です。
解説動画
加工前の確認ポイント
穴あけ工具は加工形状・穴精度・使用機械・被削材を確認した上で工具を使い分けることがポイントになります。
ここでは、項目ごとの確認ポイントをご紹介します。
加工する穴情報の確認(穴の種類)
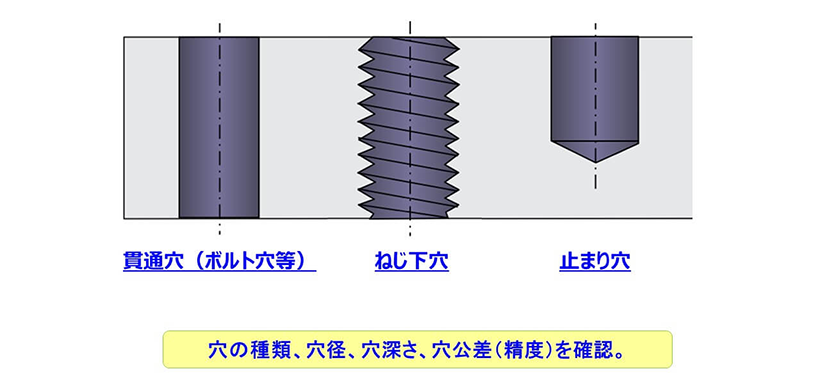
穴あけ工具により加工できる穴の種類が異なるため、加工穴の種類を確認します。
上図の貫通穴(左)、ねじ下穴(中央)、止まり穴(右)などの穴形状に加えて、穴径、穴深さ、穴公差(精度)も確認が必要です。
加工する穴情報の確認(IT等級)

IT等級(International Tolerance)はドリルが加工できる穴径公差(工具径公差+拡大代のばらつき)を表しています。
工具によって加工できるIT等級が設定されており、高精度で加工ができる2枚刃ドリルはIT等級の値が低く穴径公差のばらつきが小さいことが分かります。
使用する機械の確認
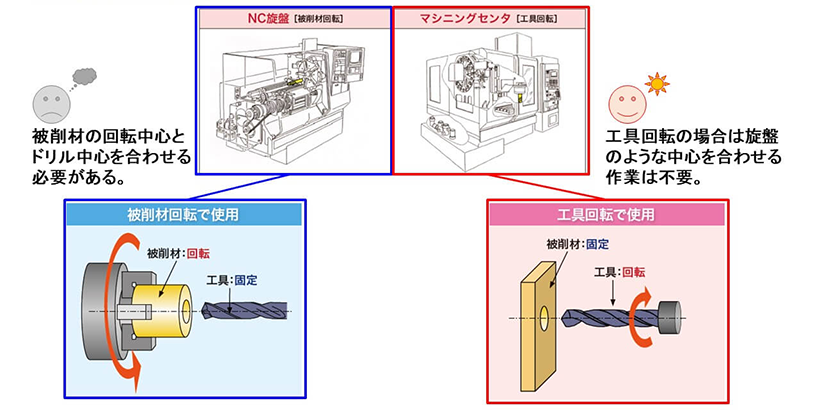
超硬製の穴あけ工具での加工にはNC旋盤・マシニングセンタを使用してください。
ボール盤やハンドドリルなど、低剛性な機械や加工状況が安定しない機械では使用できません。
被削材回転のNC旋盤は被削材回転中心とドリル中心を合わせる必要がありますが、工具回転のマシニングセンタは中心を合わせる必要がなく加工が可能です。
加工するワーク形状の確認
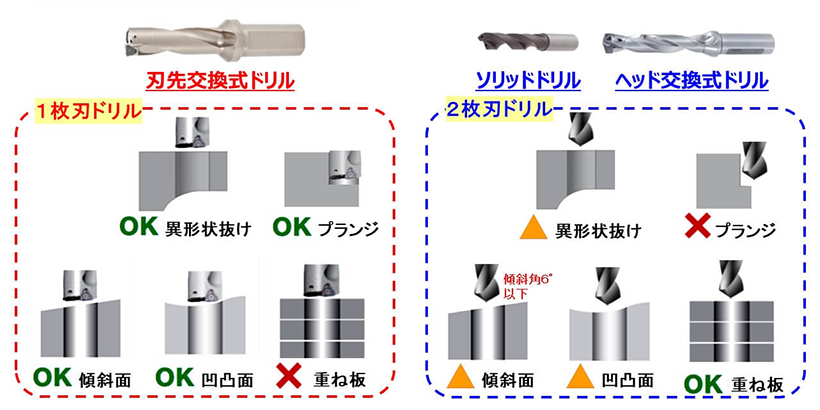
工具によって加工できる被削材形状が異なるため、穴の入口形状や出口形状、重ね板などの被削材の形状に注意して確認をします。
2枚刃ドリルは重ね板の加工は可能ですが異形状の加工ができない場合もあります。
一方で1枚刃ドリルは重ね板の加工はできませんが異形状の加工には広く対応します。
解説動画

加工能率と工具コスト
穴あけ工具の使い分けには加工前の確認に加えて、加工能率と工具コストを比較することも大事です。
ここでは、工具別の加工能率と工具コストの関係性を説明します。

工具の使い分けには、加工前の確認に加えて工具の加工能率・工具コストの比較を行います。
上図は炭素鋼を加工する場合の各条件を表した図になっています。
上図の場合、Vc×f値が大きいほど加工能率が高く、加工長1mあたりの工具費が安いほど工具コスト面で有利になります。
一般的に加工能率は2枚刃ドリルの方が高いですが、工具コストは1枚刃ドリルの方が有利になります。
加工能率、工具費用、工具管理などの観点から何を優先し、何を許容するかを考慮しながら工具を使い分けることが重要です。
解説動画

技術情報提供:株式会社タンガロイ



