
ソリッドエンドミル
四角い金属を加工する工具です。
特長
- 一体型エンドミルで、切れ刃とシャンク(エンドミルの柄部)が一体型で、切れ刃交換式(スロアウェイ)とは逆に刃部が摩耗すれば再研磨、再コーティングして使用可能です。
ハイスエンドミル
一般的に幅広く使用されています。超硬エンドミルに比べ安価なため、一般被削材における少量多品種の切削で、コストパフォーマンスに優れ、高いニーズがあります。
超硬エンドミル
ハイスに比べると購入価格は高くなりますが、切削速度はハイスの10倍以上あるため、生産効率が高くなり、全体的な生産コスト削減を図れます。高精度切削や難削材に適しています。
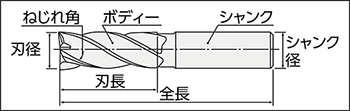
エンドミル各部の名称と主な特長
底刃の種類と形状
| 種類 | 形状 | 特長 |
|---|---|---|
| センター穴付スクエアエンド |  (例)4枚刃 |
汎用的で、溝加工、側面加工、肩削り加工などに用いられます。縦切り込みはできませんが、研削が両センター支持なので再研削精度が良いです。 |
| センターカットスクエアエンド |  (例)4枚刃 |
汎用的で、溝加工、側面加工、肩削り加工などに用いられます。縦切り込みができますが、刃数が少ないほど縦切り込み性は良くなります。 |
| ボールエンド |  (例)4枚刃 |
曲面加工にはなくてはならないものです。先端部はチップポケットが小さいので切りくずの排出が悪いです。 |
| ラジアスエンド |  (例)2枚刃 |
隅肉部のR加工やピックフィード加工に用いられます。ピックフィード加工の場合、Rは小さくても径の大きいエンドミルが使用できるので能率良く加工できます。 |
外周刃の種類と形状
| 種類 | 形状 | 特長 |
|---|---|---|
| 普通刃 | 最も汎用的で、溝加工、側面加工、肩削り加工などに用いられ、荒削り、中仕上げ、仕上げのいずれの場合にも用いられます。 | |
| テーパ刃 | 金型の抜け勾配やインロー部の加工用に用いられます。普通刃で加工した後のテーパ加工にも使用します。 | |
| ラフィング刃 | 刃が波状になっていて、切りくずが小さく分断され、切削抵抗が小さく、荒削りに適しています。仕上げ面は荒いので仕上げには向きません。 | |
| ボール刃 | R加工や3次元加工など、主に曲面加工に用いられます。 | |
| ラジアス刃 | 隅肉部のR加工やピックフィード加工に用いられます。 |
エンドミル各部の名称
柄部およびネック部の種類と形状
| 種類 | 形状 | 特長 |
|---|---|---|
| 標準(ストレートシャンク) | 最も汎用的で広く使われています。 | |
| ロングシャンク | 深彫り用で、シャンクが長いので使用目的に合った突き出し長さにして使用できます。 | |
| ロングネックシャンク | 細径エンドミルでの深彫り用として用いられますが、ボーリング用としても適しています。 | |
| テーパネックシャンク | 金型の抜け勾配のついた壁際深彫り用に威力を発揮します。 |
| ここポイント! |
|---|
| ・被削材を確認してください。 ・切削条件を確認をしてください。[切削速度(m/min)、回転数(min-1)、送り速度(mm/min)、切り込み量(mm)] ・加工目的に応じた工具形状を選択してください。 ・工具材質およびコーティングの有無を選択してください。 |
ココミテvol.2より参考











