
射出成形の条件として、樹脂温度と保圧がありますが、これらには密接な関係があります。射出成形が可能な領域、言い換えれば良品が成形加工できる領域は、無限にあるわけではなく、ある一定範囲の前提が満たされた場合に限定されます。
【図】には、樹脂温度と保圧の2元関係を図示しています。
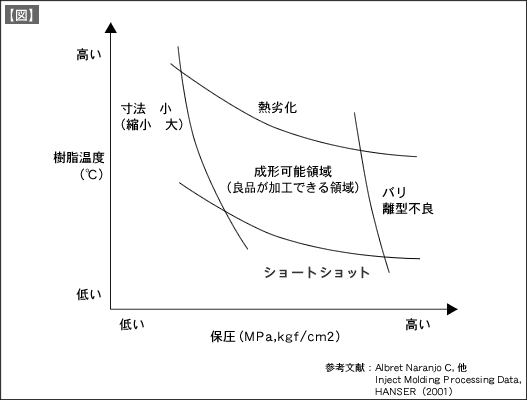
この図からは、次のようなことが判ります。
- 成形可能領域の左側の条件では、成形品の収縮が大きくなり、寸法が小さくなります。
- 成形可能領域の上側の条件では、樹脂が熱劣化(熱分解)します。
- 成形可能領域の右側の条件では、バリや離型不良が発生します。
- 成形可能領域の下側の条件では、ショートショットが発生します。
金型の試作を行い、量産可能な成形条件の範囲を見出すためには、図の概念を正しく理解をして、成形条件を変動させてサンプル採取を行い、安定して量産できる条件幅を特定することが必要です。特定された条件幅は、さらに変動リスクを考慮して、管理する範囲を決めます。このようにして安定量産ができる成形条件幅を管理することで、製品の不良率を低下させることができます。
無闇やたらに成形条件を変動させて、いたずらにサンプル数を増やすことは、かえって安定して量産できる成形条件をみつけることの妨げになる場合があります。
より具体的には、樹脂の種類や射出成形機ごとに目安となる線図を作製しておくことが便利です。





