スクリュー式射出成形機の構造に関する基礎的な知識を、イラストを交えながら分かりやすく解説していく。
まず初めに スクリュー式射出成形機とは?
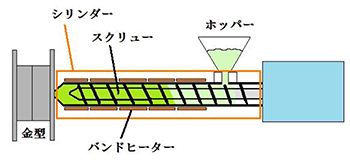
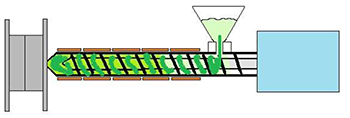
スクリュー式射出成形機とは、1本のスクリューでプラスチック樹脂を金型に送り込み成形する射出成形機であり、シリンダー内でスクリューは回転動作と往復動作をする。
スクリューの役割
スクリューの役割は、計量と射出である。
計量:スクリューを回転させ原料を溶かすこと
射出:計量した原料を金型内に充填すること
1. 計量
- ホッパーに投入された原料が自重落下する
- スクリューの回転により溶けながら混練された原料が、スクリューの溝に沿ってシリンダーの前方に送られる。この際、原料はシリンダーのバンドヒーターから伝わった熱や、混練によって発生する摩擦熱(せん断熱)によって溶融する。
- 溶融した原料は、圧縮混練されながら先端部に送られると同時に、スクリューは後方へ下がっていく。そして、背圧と呼ばれるスクリューを後方から押す力をかけ、先端に集まった原料が密度の詰まった状態にする。
- スクリュー先端に集まった原料は、設定されたスクリュー位置まで計量される。

2. 射出
計量された原料は、スクリューを前方に押し込む事で、金型内に射出される

スクリューの構造
1. スクリューの全体構造
スクリューは、供給部・圧縮部・計量部の3つで構成されている。

(1)供給部(後方、全長の約1/2)
自重落下してきた原料をスクリュー回転によって前方へ送る。供給部では、まだ原料が十分に溶融しておらず、かさが大きいため、スクリュー溝は深くなっている。
(2)圧縮部(中央、全長の約1/4)
前に送られた原料が圧縮混練され、原料はバンドヒーターの熱と回転の摩擦熱(せん断熱)により温度上昇しながら溶融していく。圧縮部のスクリュー溝は徐々に浅くなっていく。
(3)計量部(前方、全長の約1/4)
圧縮混練された原料は、計量部でよりムラ無く均一に混練され、前方に送られる。
2. スクリューの先端構造
スクリューの先端は、スクリューヘッド・逆止リング・スペーサーの3部品が組み合わさり動作する。
(1) 計量中の動き
逆止リングが前側に動き、隙間から原料が前に送られ計量される。
- スクリューは回転しながら後ろに下がっていく。逆止リングは前進(画像左側へ)

- 逆止リングの隙間を樹脂が流れていく

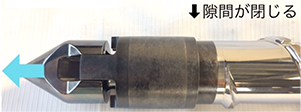
(2) 射出中の動き
スクリューの動きに連動して逆止リングは後ろ側に動き、隙間はなくなり計量された原料を前へ押し出します。
- スクリューは回転せず前進する。逆止リングは後方へ(画像右側へ)

- スクリュー先端に計量された樹脂は、逆止リングが閉じることで前方に射出される