
バーリング加工は【図1】に示すように、穴の縁にフランジを成形する加工方法です。
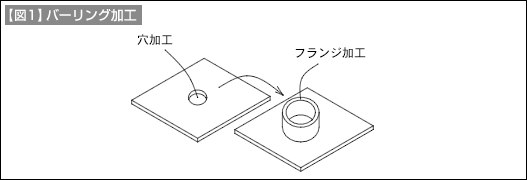
穴フランジ加工と呼ばれることもあります。伸びフランジ成形です。バーリングは丸形状のイメージが強いですが、穴の縁にフランジを作る形であれば、四角や楕円の穴であってもバーリングです。代表的なものが丸形状ということです。四角や楕円は直線部分があり、その部分は曲げとなるので丸形状に比べ条件がよくなります。そのようなことから、シンプルですが条件の厳しい丸形状を使って説明されることが多いのだと思います。
材料の伸びを利用していますから、フランジの縁は薄くなります。ひどくなると割れます。その手前では縁がギザギザになります。この状態を現場では「花が咲いた」と呼んでいます。
バーリングの利用を【図2】に示します。
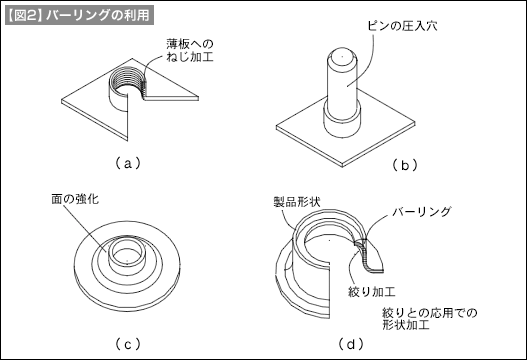
最も多い利用が(a)に示した、薄板にねじを加工するためのものと思います。ねじ用バーリングでは、加工用の標準部品も用意されています。標準部品の利用では、切削タップと転造タップで違いがありますから注意が必要です。
(b)の形の利用も見逃せません。フランジは板厚減少しますが、内径はパンチ形状に合います。位置決め用の穴やピンの圧入などに利用できます。
(c)は面や形状の強化目的での利用です。穴の縁を立てることで薄板を強化できます。エンボス加工と組み合わせることで効果を高めることができます。
(d)端面が開口した形状加工で、絞り加工と組み合わせて利用することで加工を容易にすることができます。絞った後水平に切ることから比べると製品加工も金型製作も楽にできます。微妙な高さ調節は絞りの高さで行えます。