
Question
斜面に穴あけをするのに最適な加工方法は?
平面ではなく傾斜面のワークに穴を加工したいのですが、どのような方法が最も効果的でしょうか?
Answer
斜面への穴加工における一般的な加工方法
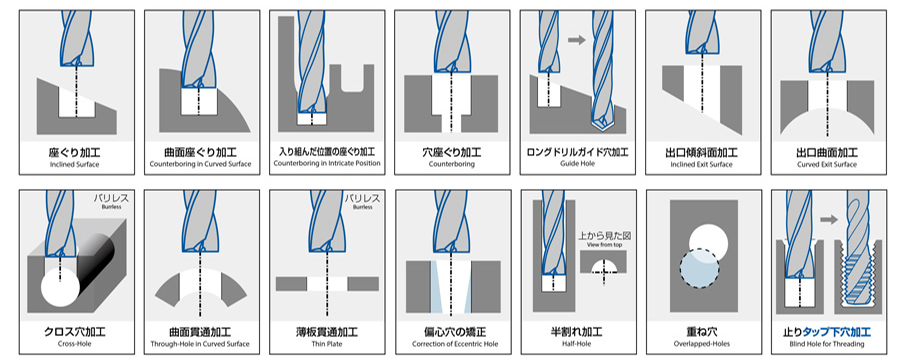
傾斜面の加工ではドリルに対して横方向の抵抗が発生することで、ドリルの曲がりを引き起こすため、安定的な加工が難しくなります。この場合、ドリルでの穴あけ前にエンドミルなどで平面加工を行ったり、センタードリルで位置決め加工を行うことでドリルの振れや曲がりを抑制し、安定加工を実現します。また、フラットドリルを使用するのも大変有効です。
- エンドミルによる平面加工・フラットドリルによる傾斜面への加工
- センタードリルによる位置決め加工
オススメ商品のご案内

ここが特長!
傾斜面の加工(油穴なし)
| 使用工具 | ADF-2D φ10 |
|---|---|
| 加工面 | 傾斜面(30°) |
| 被削材 | SCM440(30HRC) |
| 切削速度 | 60m/min(1,910min-1) |
| 送り速度 | 191mm/min (0.1mm/rev) |
| 穴深さ | 20mm(止り) |
| 切削油剤 | 水溶性切削油剤 |
| 使用機械 | 横形マシニングセンタ(BT40) |
穴位置ずれ量

位置決め工具も充実。センター・スポットドリルシリーズ

超硬スクエアエンドミルシリーズの豊富なラインナップ
XALシリーズ超硬スクエアエンドミル
2枚刃/刃長2D(ショート)タイプ
XAL-EM2S(アタリ付)
XAL-PEM2S(ピンカド)

ここが特長!
- 潤滑性に優れたXALコーティングは、特に生材加工において安定した耐摩耗性を発揮し、加工物の形状精度の向上が期待できます。
- 使用範囲の広い2枚刃エンドミルです。さまざまな用途にご利用ください。
応用例
同様の加工方法によって、断続部の穴加工や円弧面の穴加工においても、位置ずれや曲がりが発生することなく、安定加工が可能となります。
- 断続部の穴加工
- 円弧面の穴加工
