金型のキャビティ空間には、空気が存在しています。射出成形では、キャビティ空間に溶融したプラスチックを充填するわけですが、言い換えれば、空気と溶融プラスチックを置き換える工程であるとも表現できます。
したがいまして、空気を効率的にキャビティの内部から外部へ排出することができれば、充填に際しての抵抗も小さくすることができますので、充填圧力を低く抑えることができ、結果的には成形品の残留応力を小さくすることができるようになります。また、コアピン等の充填圧力による破損も防止することができます。
一方、溶融プラスチックから発生する揮発成分やガスもキャビティ内部から外部へ排出することができれば、成形品の品質を向上させることができます。
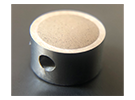
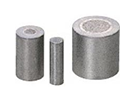
このような機能を担うのが、「エアベント構造」です。エアベント構造は、【図1】に示すようなパーティング面に設ける例や【図2】に示すようなコアピン側面に設ける例があります。
エアベントの端部の一方は、キャビティに接している必要があります。接触部のエアベント深さは、0.002~0.02mm程度が一般的です。深い方が、空気やガスの排出効率は良くなりますが、成形品にバリが発生する可能性がありますので注意が必要です。プラスチックの材質やキャビティ表面温度等によって選択をします。
この部分のエアベントの長さは、2~5mm程度あれば十分です。
エアベントのもう一方の端部は、より深いエアベントに接することがポイントです。深さは、0.2~0.5mm程度とし、型板の側面やバッキングプレートから大気中へ空気やガスを排気できるような通路とします。
エアベントは、射出成形をしますとプラスチックから発生するやにやタール成分、デポジットが付着しますので、2週間から1ヶ月程度に1回ぐらい、定期的な洗浄が必要です。
エアベントの設定位置は、ウエルド発生位置近辺や最終充填部、ランナーの途中などに設けます。一回試作をしてから詳細な設定場所を決める方法も実践的です。