
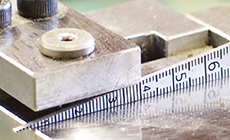
ゲージブロック
測定器類の精度点検や機械部品工具などの検査に使用する"長さ"の基準器です。
主な材質:鋼・セラミックなど。

特長
- 耐久性のある材料で作られ、長方形断面で、平行な2つの測定面を持ち、その測定面は基準平面とよく密着する性質を持っている長さの基準端度器です。
ゲージブロックを使って、測定器の精度を検査します。マイクロメータの精度点検の場合、ゲージブロックを使用します。

所要寸法の組み合わせ
測定面どうしの中央を90°回転し、重ね合わせて密着させます。

所要寸法にぴったりのゲージブロックがない場合、それよりも小型のものを組み合わせて所要寸法をつくります。その際は、下記に注意してください。
- 組み合わせ個数を少なくしてください。
- 組み合わせは最後の桁から選んでください。
- 整数部の組み合わせは幾通りもありますが、摩耗を考えて、極力同一のゲージブロックだけを使用しないようにしてください。
- 呼び寸法(mm)を確認してください。
個数の多いセットほど、一つの寸法に対し組み合わせ個数が少なく、また組み合わせ方法も多くとれますので、精度の維持、損傷の減少につながります。 - 使用目的に応じて等級を確認してください。
- 鋼製、またはセラミックス製かを確認してください。
| 使用目的 | 等級 | |
|---|---|---|
| 工作用 | 工具刃具の取り付け | 2 |
| ゲージの製作、 測定器類の感度調整 | 1または2 | |
| 検査用 | 機械部品、工具などの検査 | 1または2 |
| ゲージの精度点検、 測定器類の精度調整 | 0または1 | |
| 標準用 | 工作、検査用、ゲージブロックの 精度点検、測定機類の精度点検 | Kまたは0 |
| 参照用 | 標準ゲージブロックの 精度点検、学術研究用 | K |
フィラーゲージ
他の測定器では測れない狭いすき間の寸法を測るための工具です。


長くて薄い金属板をケースに収納しています。
金切りバサミなどで必要な分だけ切断して使用したり、切らずに使って戻すこともできます。
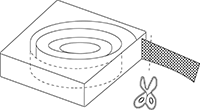
自動車エンジン・その他内燃機の組み立てや調整用として使用され、単一のすき間の連続測定に便利です。

- フィラーゲージ
長尺物をカットして使用します。

- すきまゲージ(シクネスゲージ)
厚みの種類を組み合わせて使用します。JIS規格があります。微細な二平面の間隔を簡単にかつ正確に検査することができます。
【注意事項】
ゲージを切断して使用する際、切り口は必ず細目砥石などで研磨して、バリ・カエリを除去してから使用してください。
- 厚み寸法(mm)を確認してください。
- 0.005mm〜1.000mmまであります。
- フィラーゲージの長さ(m)を確認してください。(通常は1m巻)
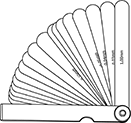
すきまゲージ(シクネスゲージ)
2面の間にあるすき間の寸法を測定するための工具です。
- すきまゲージの一枚一枚をリーフといいます。このリーフの厚さ精度のランクにより、JIS規格精度品と一般品とに分かれ、JIS規格品の厚さ精度の許容範囲は、一般品に比べ1/2~1/3程度と精度が厳しく、時代の要求に合った厳密なものとなっています。

特長
- 厚さの精度は、それぞれリーフ毎の厚さにより異なります。できるだけ、2枚を重ねたりせず、単体1枚で使用することをおすすめします。(重ねるほどに精度は悪くなります。)
- リーフは先端の形状により2種類あります。

用途例
- 機械などを設置する際の機械と設置ベースの間のすき間測定に。
- モーターやエンジンの作動部分と静止部分の間のすき間測定に。
- 各種ドアや蓋と本体間のすき間測定に。
使用方法
リーフはすき間に対して水平に挿入します。入らなかった場合は無理に挿入せず、リーフの厚みを減らします。逆に容易に入り過ぎるようであればリーフの厚みを増やします。
メンテナンス方法
使用の際は、鹿皮などで表面をきれいに拭き取り、使用後は防錆粉や測定工具用の油を充分に塗布しサビの発生に注意することが重要です。
■JIS規格のリーフの精度
(単位:mm)
| 厚さの寸法区分 | 厚さの寸法許容差 | 幅の反りの許容差 |
|---|---|---|
| 0.01 以上 0.06 以下 | ± 0.003 | ― |
| 0.06 を越え 0.10 以下 | ± 0.004 | ― |
| 0.10 を越え 0.35 以下 | ± 0.005 | ― |
| 0.35 を越え 0.65 以下 | ± 0.008 | 0.004 |
| 0.65 を越え 3.00 以下 | ± 0.010 | 0.005 |
備考:この表の値は20℃におけるものとします。
【注意事項】
使用する前に清掃・点検をし、表面に汚れやサビ、傷がないことを確認してください。リーフの表面、すなわち測定面の異常は誤差の原因になります。
- 長さ(mm)を確認してください。(リーフ幅は12.7mmがスタンダードです。)
- すき間にあった測定範囲(厚さの組み合わせ)(mm)を確認してください。
テーパーゲージ
ゲージ面(テーパー加工)を利用してすき間や穴径測定をする工具です。
| 厚テーパー | 幅テーパー | 円筒テーパー |
|---|---|---|
| 厚さのテーパーを利用して、すき間測定を行うゲージです。 | 幅のテーパーを利用して、すき間を測定します。 | 穴径またはすき間を測定するものです。 |
|
|
|
|





測定する箇所によって、ゲージの種類を選びます。

使用方法
<すき間測定の場合>
すき間を測定される場合は、ゲージ厚(面アタリ)測定の方がより信頼性の高い測定が可能です。

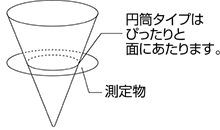
<穴径測定の場合>
内径測定の場合、円筒タイプの方が信頼性が高く、それ以外では測定誤差が発生します。
例)円筒タイプで測った場合。
例)ゲージ厚タイプで測った場合。

- 用途に合わせて、ゲージのタイプを選んでください。
- 測定範囲(mm)を確認してください。
溶接ゲージ
一つで溶接に関連する多種の測定ができるコンパクトなゲージです。

特長
- ポケットに入るようなコンパクトサイズに設計されているため、高い足場の上などの環境では特に威力を発揮します。
- 溶接に必要な多種の測定に対応する多機能タイプのゲージです。

測定箇所について
■一般用/一般高精度用
・余盛寸法の測定

・溶接前加工の測定

・応用測定

■一般アンダーカット用
・アンダーカット深度測定
・ベベル角度・開先角度測定

・食い違い段差測定突き合わせ段差測定

・すみ肉脚長測定およびビードの高低管理
・すみ肉のど厚の測定

・すき間測定・板厚の測定

| ここポイント! |
|---|
| ・測定する箇所によって、サイズ・機種を選んでください。 |
センターゲージ
施盤でねじ切り加工をする際、ツール(バイト)刃形の角度検査をする工具です。

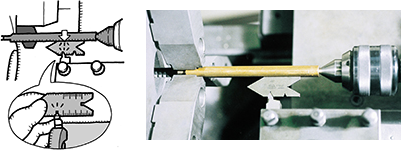
特長
- 施盤でねじを加工する際に、ワークに対して、ねじ切り用のバイト刃先を直角に取り付けるために使用します。
使用方法
センターゲージを利用することで、簡単にバイトをワークに対し直角に取り付け可能です。

どちらも、ぴったり合うと刃先が直角に取り付いています。
| ここポイント! |
|---|
| ・ミリ用またはインチ用かを確認してください。 ・刃先角度が55°または60°かを確認してください。 |
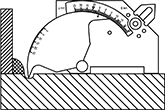
アングルゲージ
工作物の角度検査に使用する工具です。
特長
- 一般的な外角検査に比べて、測定の難しい内角度検査が簡単にできます。
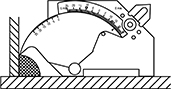
使用方法

測定対象の角度部にゲージ部を当てて比較測定します。
ゲージに刻印されている角度は、余角(90°からの差分)になり、10°のゲージであれば、ゲージ自体の角度は80°(一時角)と100°(補角)です。
例)刻印10°のゲージの場合
下部の角度は80°
上部の角度は100°です。
表示角度
ゲージの表示角度は下記の通りです。
1°、2°、3°、4°、5°、7°、8°、9°、10°、12°、14°、14 1/2°、15°、20°、25°、30°、35°、45°
| ここポイント! |
|---|
| ・表示角度を確認してください。 ※刻印されている角度は、ゲージ自体の角度ではなく、90°からの差の角度で表しています。 |
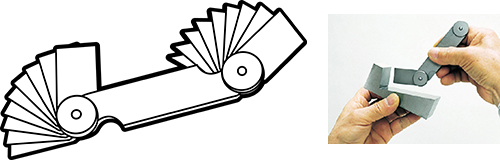
ラジアスゲージ
工作物、金型、木型などのR部(曲線部)の寸法検査に使用するゲージです。
円溝用
円溝(パイプの外径や茶碗など)の測定に適しています。

角溝用
角溝(机のコーナーや重箱の隅など)の測定に適しています。

円溝・角溝両用
円溝・角溝両方の測定が可能です。

特長
- ノギスや定規などの一般的な測定器では測定できない曲線部(R)の寸法を迅速に読み取りできます。
- 測定対象物の曲線部にゲージをあて、目視確認にて寸法を読み取ります。
曲線部にゲージをあてて、寸法を読み取ります。

| ここポイント! |
|---|
| ・形状を確認してください。 ・曲線形状により、円溝用(1/2円)、角溝用(1/4円)、円溝・角溝両用を選び、その大きさにあったラジアスゲージを選んでください。 ・ゲージの目盛りのトビ数(サイズ)を選んでください。 |
ピッチゲージ
一般ねじのピッチを確認する工具です。

特長
- 一般ねじは、ミリ、ウィット、ユニファイの3規格が日本で主のピッチゲージを使用します。
寸法不明のねじにピッチゲージをあて、
目視にてそのねじのピッチを読み取ります。

・ゲージには、ねじ山のピッチサイズが刻印されているため、簡単に読み取りできます。

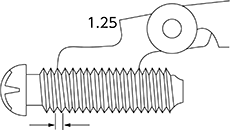
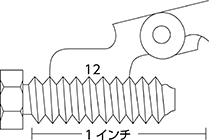
・刻印されている数字は、ミリ仕様がねじ山からねじ山の距離を表し、インチ仕様は1インチ(25.4㎜)の中にある山数を表示しています。
<ミリ仕様>
ねじ山からねじ山の寸法を表します。
<インチ仕様>
1インチの中にあるねじ山数を表します。
| ここポイント! | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ・ミリ用かインチ用かを確認してください。 ・角度を確認してください。
|
C面測定ゲージ
C面取り加工後のC面の大きさを測定する工具です。

・施盤に四角(キューブ)形のワークを固定し、刃物で研削加工後固定したまま測定できます。

・R面も測定できます。ただし、面の形状は測定者が目視にて判定してください。

特長
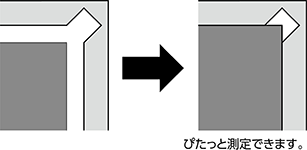
- C面測定が簡単に迅速、正確に行えます。
使用方法
・小さな面でも測定できるように0ポイントには逃げ加工(スリット)を施しています。

・面取りしていない状態でも測定できます。
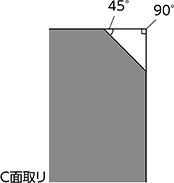
| 豆知識 C面取りとは |
|---|
| Cで表現されるC面は90°の角部に45°の角度で面取りした部位を指します。
|
| ここポイント! |
|---|
| ・測定範囲(mm)を確認してください。 |
ココミテvol.2より参考