
選定参考資料
主要条件の換算式


材料の選定
一般的には材質の機械的性質と特長によって決定。
例えば、樹脂歯車とステンレス歯車の噛合いパターンでは、樹脂の自給油性とステンレスの熱伝導性および両方の耐食性を利用する噛合いパターンとなる。
表1: 歯車に使用する材料の一般的特長
| 項目 | MCナイロン (MC901) |
ポリアセタール (POM) |
快削黄銅 (C3604) |
ステンレス鋼 (SUS303/304) |
機械構造用 炭素鋼 (S45C) |
機械構造用 炭素鋼 (S45C 高周波焼入れ) |
|---|---|---|---|---|---|---|
| 比重 | 1.16 | 1.42 | 8.50 | 7.93 | 7.87 | 7.87 |
| 硬度 | 120HRR | 119HRR | 80HV以上 | 187HB以下 | 201~269HB | 52~55HRC |
| 連続使用温度 | -40~120℃ | -45~96℃ | - | - | - | - |
| 特長 | 自給油性・軽量・対摩耗性 | 自給油性・軽量・寸法安定性 | 耐食性・熱伝導性・展延性 | 耐食性・熱伝導性 | 汎用性 | 汎用性・耐久性 |
| 使用用途 (一般的材質) |
軽負荷 | 軽負荷 | 軽負荷 | 軽負荷~中負荷 | 軽~高負荷 | 中~高負荷 |
※上記硬度値は換算値であり、参考としてご使用ください。製品自体の性能を保証するものではありません。
モジュールの選定
モジュール(m)は歯の大きさを表す単位。一般的には、負荷が高ければ高いほどモジュールを大きく選定。
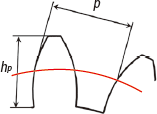
表2: ピッチ・歯たけ比較表(mm)
| モジュールm | ピッチ値p=m×π | 歯たけhp=m×2.25 |
|---|---|---|
| 0.5 | 1.5708 | 1.1250 |
| 0.8 | 2.5133 | 1.8000 |
| 1.0 | 3.1416 | 2.2500 |
| 1.5 | 4.7124 | 3.3750 |
| 2.0 | 6.2832 | 4.5000 |
| 2.5 | 7.8540 | 5.6250 |
| 3.0 | 9.4248 | 6.7500 |
※同じモジュールでないと、噛み合いません。
原動側の歯数の仮選定
一般的に歯数は12以下しないように設定。最小歯数以上の歯数を選定。
表3: 平歯車各タイプ・モジュール最小歯数一覧表
| モジュール | 軸穴指定 | 歯幅・ ボス指定 |
歯研 | 樹脂 | 樹脂融着 | 面圧 | ベアリング 組込 |
|---|---|---|---|---|---|---|---|
| 0.5 | 15 | 20 | - | 15 | - | - | - |
| 0.8 | 12 | 15 | 12 | ||||
| 1.0 | 20 | 18 | 15 | 30 | 35 | 20 | |
| 1.5 | 16 | 15 | 28 | 20 | 15 | ||
| 2.0 | 15 | 12 | 20 | 15 | 15 | ||
| 2.5 | 18 | 16 | 18 | 14 | - | ||
| 3.0 | 12 | 16 | 12 |
歯車締結パターンの選定
かかる負荷により、軸締結穴種が変わる。締結力が不十分な場合、追加工を選択。
表4: 軸穴仕様一覧表
| 項目 | 通常仕様 | |||
|---|---|---|---|---|
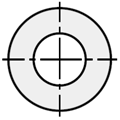
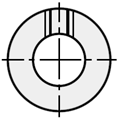
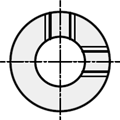
| 軸穴 形状 |
丸穴 | 丸穴+タップ | キー溝 | キー溝+タップ |
 |
 |
 |
 |
|
| 使用条件 | - | 小トルク | 高トルク | 高トルク |
| 適用歯車形状 | A形 B形 K形 | B形 K形 | A形 | B形 K形 |
| 適用最小軸径 | Ø3~ | Ø3~ | Ø8~ | Ø8~ |
| 項目 | 追加工 | 面圧品 | ベアリング組込品 |
|---|---|---|---|
| 軸穴 形状 |
丸穴+タップ+KC | メカロック用丸穴 | ベアリング穴 |
 |
 |
 |
|
| 使用条件 | 小トルク | 中トルク | フリー回転 |
| 適用歯車形状 | A形 B形 K形 | E形 F形 G形 | A形 |
| 適用最小軸径 | Ø3~ | Ø8~ | Ø5~ |
騒音比較による、材質・モジュールの選択
かかる負荷により、軸締結穴種が変わる。締結力が不十分な場合、追加工を選択。
表5: 平歯車噛合い騒音比較
試験条件
使用歯車:
歯数30、歯幅5mm、表面処理なし
S45C+S45Cの場合、グリース潤滑実施
MCナイロン+SUS304の場合、無給油
中心距離補正: +0.1mm
トルク: 0.2kgf・cm
測定点: 噛合い点から30cm離れた位置
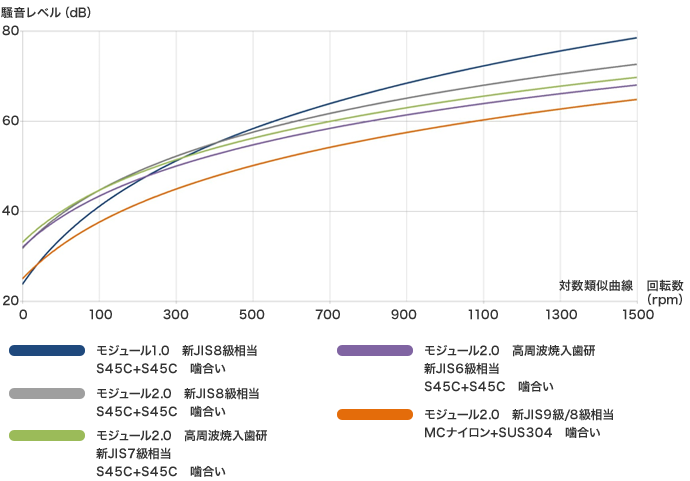
※上図試験データが参考としてご使用ください。製品自体の性能を保証するものではあります。
歯車許容伝達力(曲げ強さ)算出条件
各商品ページ記載の許容伝達力は下記条件にて算出。
表6: 許容伝達動力(曲げ強さ)の算出条件
| 材質 | S45C | S45C | SUS304 | 快削黄銅棒 | MCナイロン | ポリアセタール |
|---|---|---|---|---|---|---|
| - | 歯面高周波焼入 | |||||
| 計算式 | JGMA401-01 | ルイスの式 | ||||
| 相手歯車 | 同一材質・同一歯数 | 金属材質 | ||||
| 回転数 | 100rpm | 500rpm | 100rpm | 100rpm | ||
| 潤滑形式 | - | - | - | - | 無潤滑 | |
| 周囲温度 | - | - | - | - | 40℃ | 20℃ |
| 繰り返し回数 | 107回以上 | - | 107 | |||
| 原動機側からの衝撃 | 均一負荷 | 均一負荷 | ||||
| 従動機側からの衝撃 | 均一負荷 | 均一負荷 | ||||
| 負荷の方向 | 両方向 | - | ||||
| 許容歯元曲げ応力 (kgf/mm2) |
18.4 | 23 | 10.5 | 4 | ||
| 安全率 | 1.2 | |||||
※許容歯元曲げ応力は、負荷の方向が両方向のため2/3にした値になる。
※モジュール毎の歯数の許容伝達力はカタログ商品ページご参考。