
特長
- 柔軟性のある薄いシリコンゴムを使用している為、加熱面へ確実にフィットします。
- 加熱面全面に均一な発熱をさせたい場合に適しています。
- ヒータ表面の最高使用可能温度は220℃です。(高温タイプは250℃です。)
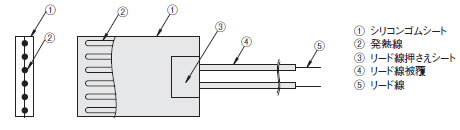
基本構造
上下2枚のシリコンゴムシートの間に抵抗エレメントを配し、内部エアーを除去した後に圧縮プレスし、薄いシート状に一体化した構造となっております。
取付方法
| ①クランプ | : 金属板と被加熱物でラバーヒータを挟みこんで使用します。 ヒータの許容耐面圧力は1.47MPa{15kgf/cm2}です。 |
| ②シリコン接着 | : ラバーヒータ専用の接着シリコンをラバーヒータに塗布して被加熱物に接着します。 最高使用温度は180℃です。 |
| ③テープ接着 | : ラバーヒータの裏面に両面テープを貼り付け被加熱物に接着します。 最高使用温度は150℃です。 |
使用上の注意
- ヒータを大気中で空焼きしないでください。発火等の恐れがあります。ヒータ取付け面に対して浮いている場合も同様です。
ただし、電力密度が0.5W/cm2以下の場合は常温雰囲気中で空焼きが可能です。 - ヒータを金属板と被加熱物で挟みこむ際は、リード線及びリード線押さえシートが金属板に接触しないようにしてください。
- 蒸気、水中、腐食性ガス等の雰囲気中では使用できません。
- ヒータに穴をあける等の加工は出来ません。また、ラバーに傷がついてしまった際は使用できません。
- ヒータを折り曲げて使用しないでください。ヒータの最小曲げRは25です。
- 定格電圧(V)以上での使用はしないでください。
- ヒータを被加熱物から外す際は必ず電源を切ってください。また、電源を切った後のヒータには、すぐに触れないでください。
- 被加熱物とヒータ間のすき間が大きいと異常昇温します。ヒータ固定には十分注意が必要です。
- リード線押さえシート部には力を加えないでください。
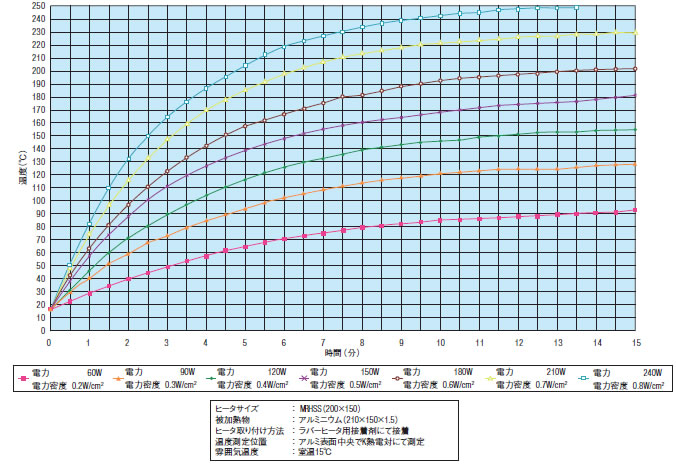
電力(電力密度)別昇温時間実測データ
選定方法
①ヒータに必要な熱量(W)を決める。
被加熱物の質量、比熱、上昇温度、及び設定温度までの加熱時間から以下の計算式より算出します。
効率(η)は、保温、断熱、ヒータの配置等によって異なるため、正確に算出することは難しいですが、
一般的には0.2~0.5位が適当です。
主な材質の比重・比熱
| 材質 | 比重(g/cm3) | 比熱(kcal/kg℃) |
|---|---|---|
| アルミニウム(A7075P系) | 2.80 | 0.230 |
| 鋼 | 7.85 | 0.113 |
| ステンレス | 7.82 | 0.110 |
| 黄銅 | 8.70 | 0.100 |
例) 100×100×3(mm)の質量が約0.2kgのステンレス材を使用したヒータプレートを、150℃にする場合。
(ヒータプレートが20℃で、設定温度までの上昇時間を15分とする。)

※効率を0.3とした。
※電力(電力密度)別昇温時間実測データ参照
ラバーヒータの選定
①ヒータの形状、及び大きさを決める。

②使用される電圧(V)を決める。

③被加熱物が必要とする熱量(W)を決める。

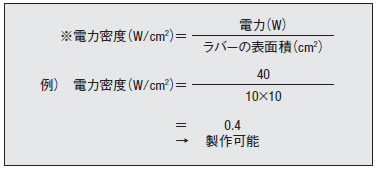
④熱量(W)÷ヒータの大きさ(cm2)が、0.2以上0.8以下(W/cm2)のとき製作可能です。
⑤リード線の長さを決める。
※角形(穴付タイプ)![]() 、角型(サーモスタット付タイプ)
、角型(サーモスタット付タイプ)![]() はリード線長さ1000となります。
はリード線長さ1000となります。
