
段取りロス改善は、機械稼働率を向上させ製造コストを低減させる為に重要な要素である。一般的に工作機械や切削工具が注目されがちだが、実はクランプ作業時間の短縮は、機械停止時間を削減し、加工時間を増やす生産効率向上の一つの方法である。ここでは「機械非稼働時間=利益を生まない時間」を削減の成功事例を2つ紹介する。
なぜ、クランプ作業の効率化が必要なのか?~クランプ作業で起きている隠れた課題
切削加工現場において、必要不可欠なワークを固定するクランプに係る段取り作業は、現状では手作業である。段取りロス改善のためには、ワークをクランプする作業の効率化は重要な要素の1つである。そもそも加工工程においてワークをセットする際、ワークが動かないように確実にクランプしなければならないが、クランプ作業中というのは『加工していない時間(非稼働時間)=利益を生まない時間』であるからだ。
クランプ作業は、一般的に①加工するワークに合わせてパーツを準備②パーツを組み合わせる③ワークに合わせて高さを調整しクランパーをセット④ねじやナットで操作し確実に固定する、という内訳である。この作業を何カ所も繰り返し行うと、加工時間よりも非稼働時間が長くなってしまうのだ。あなたの会社ではどれくらいクランプ作業に時間をかけているか把握しているだろうか?改善に十分取り組めているだろうか?
図1 クランプ作業時間削減の効果

クランプを替えて作業効率化実現事例①
課題:クランプの製作コストや交換の手間を削減したい
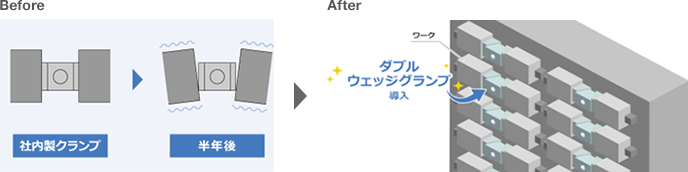
ある加工現場では、横形マシニングセンタでの量産ワーク加工のため、多数個取りできるクランプを製作し使用していたが、半年程で可動部の摩耗によってクランプ力が落ち、加工不良を招くことがあった。
解決策:1万回クランプ力が変わらない?!耐久性の高いクランプで手間削減に成功
解決策として、耐久性の高いクランプに替える方法がある。例えば、この加工現場ではメーカーの繰り返し試験で1万回使用してもクランプ力にほとんど変化がなかったということを聞き、2個取りできるウェッジクランプへ切り替えることにした。それまで使用していた社内製クランプとサイズが異なるため、既存治具の一部を改造して取り付けられるようにして様子を見た。
すると半年経過後も、課題だったクランプ力の低下は見られず、交換タイミングを伸ばすことができた。また標準品へ切り替えたことで、社内クランプ製作の手間も削減できたのである。また、クランプの可動部の隙間が少ない為、切粉が挟まりにくく
掃除の手間も少なくなり、段取りの作業性も改善したという。
図2 ダブルウェッジクランプ導入による改善
ダブルウェッジクランプ操作方法

クランプを替えて作業効率化実現事例②
課題:クランプのレンチ操作の手間を削減したい
ある加工現場では、立体MCで内製の5個付け治具で1日500個加工していたが、クランプはレンチ操作が必要な横押しクランプを使用していた。このため、クランプとアンクランプのレンチ操作だけで、1個あたり10秒かかっていた。
解決策:工具レスのクランプで手間削減に成功
そこでこの加工現場では、レンチ操作が不要なマルチオートクランプを採用した。工具レスでワークの着脱ができる為、ワーク1個当たり、約8秒の短縮に成功した。同じ500個/日の生産の場合、8秒×500個、4000秒/日、つまり約67分/日の時間短縮効果があったという。
図3 工具レスクランプによる改善

株式会社ナベヤ「治具選定ガイド」、「活用事例(クランプ)」より参考
