
鉛フリーやに入りはんだ
電気・電子機器組み立て時のはんだ付け作業に使用する鉛の入っていないはんだです。
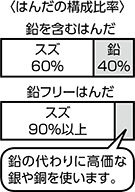
鉛フリーはんだは従来の鉛を含むはんだと比較すると、融点が30℃以上高くなるので、有鉛はんだと比較すると30℃高い温度域で作業する必要性があります。
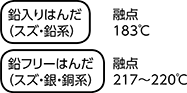
鉛フリーはんだは鉛を使用しない分スズの構成比率が上がり、高価な銀などを添加するため、価格が上がります。
電気・電子機器組み立て時のはんだ付けは、RoHS指令などの法規制により、鉛の含有が禁止されています。
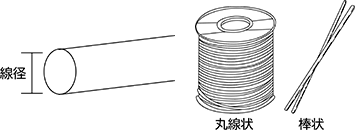
はんだ線の太さについて
一般的にφ0.3~φ1.6のサイズが使用されます。細い直径のはんだで、大きな端子をはんだ付けすると、フラックスで周囲が汚れてしまいます。また、小さな部品に対し、太い直径のはんだを使用すると、盛り過ぎたり、隣の部品とくっついたりしますので、用途に合わせて使い分けてください。
はんだ付けとは、はんだを熱で溶かして金属や電子部品を接合する作業です。

フラックス

特長
- ヤニなしはんだで、はんだ付けを行う際、接合物に塗布するものです。金属表面の酸化物や汚れを除去し、加熱中の金属の酸化を防ぎ、はんだ付け可能な表面にします。
種類
- 無機系:ステンレス、鉄用
塩酸、塩化アンモニウムが使われ、効力が強いため、はんだ付けしにくい金属に適しています。作業後の洗浄が必要です。 - 有機系:基板、銅、真鍮用
有機酸で効力は優しい。作業後の洗浄ができない物にも使えます。
ここポイント!
- 鉛入りか、鉛が入っていない鉛フリーかを確認してください。
- 鉛入りの場合は、スズの含有比率を確認してください。
- 線径(φ)を確認してください。
- はんだの形状を確認してください。
ココミテvol.2より参考