
タップ加工のいろいろ
「タップ」とは、金属の下穴にねじ跡(めねじ)をつけるための工具です。
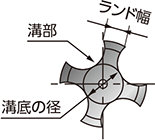
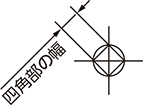
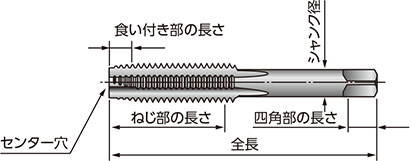
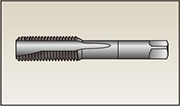
タップ各部の名称
材料別タップ選定の目安
| ハンドタップ | スパイラルタップ | ポイントタップ | ロールタップ | |
|---|---|---|---|---|
| 通り穴 | ○ | ○ | ◎ | ○ |
| 止まり穴 | ○ | ◎ | × | ○ |
| 構造用鋼 | ○ | ◎ | ◎ | ○ |
| 調質鋼 | ◎ | △ | ○ | × |
| 鋳鉄 | ◎ | △ | △ | × |
| アルミニウム 圧延材 |
△ | ○ | ○ | ◎ |
| プラスチック | △ | ◎ | △ | × |
◎:最適 ○:使用可能 △:やや問題あり ×:不適
タップの種類
下穴形状(止まり穴・通り穴)により種類別される。
■切削タイプ(切り屑が出る)
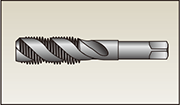
スパイラルタップ
切り屑を後方に排出するタップで、主に「止まり穴」に使用されます。
※加工状態によっては「通り穴」に使用することもあります。
ポイントタップ
切り屑を前方に排出するタップで、「通り穴」に使用されます。

ハンドタップ(先・中・上げタイプ有り)
切り屑をタップ本体自体に抱え込めるため、「止まり穴・通り穴」両方に使用する兼用タイプです。
■盛上げタイプ(切り屑が出ない )

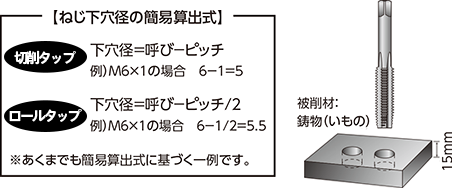
ロールタップ
切り屑が出ないため、後の処理が楽です。止まり穴用・通り穴用ともあります。
※ただし、止まり穴用と通り穴用の兼用はできません。
・切り屑が出ないロールタップは環境問題にはもってこいのタップです。
ねじ跡ができるまで
<止まり穴の場合>
① 金属板(断面図)
② ドリルで穴(下穴)を空ける
③ ②で空けた穴にタップを回転させながら入れる
④ ねじ跡のできあがりあがり(めねじ)
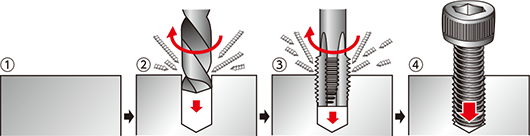
金属板を突き抜けた穴を「通り穴」、突き抜けない穴を「止まり穴」と呼びます。

加工事例
切削条件
- タップ:ハンドタップ M10×1.5
- 被削材:鋳鉄
- 下穴径:8.5mm
- 回転数:250rpm
- 切削速度:7m/min
- 送り量:375mm/min
- 下穴径状:通り穴
※上記は一例です。使用条件により異なります。
ココミテvol.2より参考