
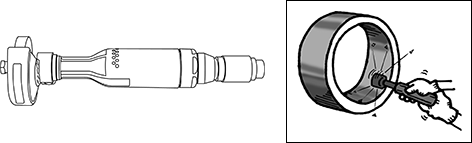
エアマイクログラインダー
超硬バーや軸付砥石などの先端工具を取り付けて、バリ取り、面取りをする空圧工具です。
特長
- 0.4MPa~0.7MPaの圧縮空気の供給をうけて25000~65000min−1(回転/分)の高速で先端工具を回転させます。
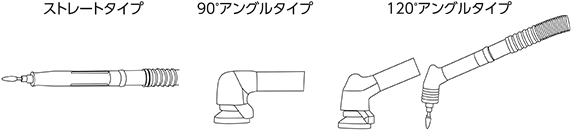
- 形状の種類は、作業性に応じてストレートタイプとアングルタイプ(90゜、120゜タイプ)があります。
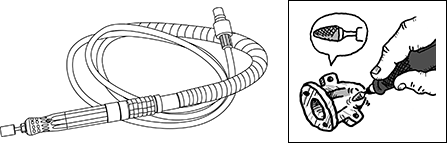
バリ取り仕上げに

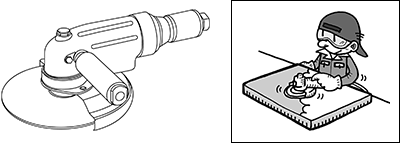
面取り仕上げに

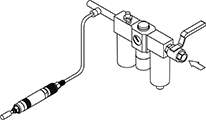
使用方法
エア3点セット(フィルター、レギュレーター、オイラー)を使用してください。
電動タイプに比べて軽くまた回転数も高速まで上げることができます。
エアグラインダーの使い分け
マイクログラインダー
・各種部品加工時のバリ取り・面取り・研磨などに。
・金型加工・ガラス加工に。
ストレートグラインダー
・溶接部の仕上げ・鋳物バリ取り・各種の磨き作業や重研削作業などに使用されます。
アングルグラインダー
・金属の研削などに。
| ここポイント! |
|---|
| ・使用する先端工具の取り付け部の径を確認してください。 〈軸付先端工具の場合〉取り付けチャック(コレット)方式 軸径:φ3やφ6など 〈カップ砥石の場合〉取り付けねじ方式 ねじサイズ:M7×0.75など ・前方排気、後方排気を確認してください。 ・グラインダーの形状を確認してください。(ストレートタイプ・アングルタイプ) ・適切な空気圧力(MPa)のエア源を確保してご使用ください。 ・ホース口金取付ねじ寸法を確認してください。 ・用途に合わせてグラインダーの回転数(min-1)を確認してください。 |
エアストレートグラインダー
砥石を装着して、金型の仕上げや磨き作業に使う空圧工具です。
溶接部分の継ぎ目の磨きや金属製品の加工時にできる端面のバリを削ります。

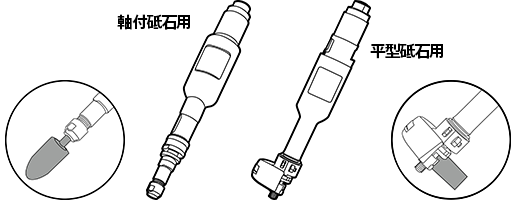
使用する砥石について
・軸付砥石の場合
使用する軸付砥石の軸径
φ3mm またはφ6mmが一般的です。
・平型砥石の場合
使用する平型砥石の直径
φ65mm~φ150mmが一般的です。

エア工具のメンテナンス方法
工具にエアを供給する部分にゴミや水分が入ると詰まったりサビたりして故障します。水分の除去は毎日行い、工具使用後のオイル注入をしてください。
消耗部品を交換し、日々のメンテナンスを行えば長持ちします。
| ここポイント! |
|---|
| ・軸付砥石用か平型砥石用かを確認してください。 ・用途に合わせてグラインダーの回転数(min-1)を確認してください。 ・適切な空気圧力(MPa)のエア源を確保してご使用ください。 ・ホース囗金取付ねじ寸法を確認してください。 |
エアアングルグラインダー
平面研削・面取り・ビード取り・バリ取りなどに使用する空圧工具です。
ビードとは
溶着材が溶けて溶接継目にできる盛り上がった帯状部のことです。
バリとは
フライス切削が穴あけ、研磨、旋盤加工などの切断・切削の際に、加工面に生じる不要な突起のことです。
特長
- 研削砥石を取り付けて使用します。

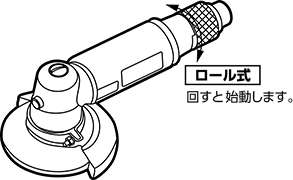
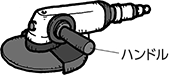
エアアングルグラインダーのバリエーシヨン
レバー始動式もあります。

作業に応じてハンドル付もあります。
| 豆知識 長く使用するには… |
|---|
| ・定期的に給油を行うと寿命が延びます。 ・定められたニップル、ホース継手を使用してください。 ・砥石カバーは必ず着用してください。 ・グラインダーの周速に適合した砥石を使用し、回転数には充分注意してください。 ・使用空気圧を規定以上にして使用しないでください。 |
| ここポイント! |
|---|
| ・取り付け可能な砥石の寸法(外径×厚さ×内径)(mm)を確認してください。 ・始動方法を確認してください。(ロール式またはレバー式) ・加工対象物の材質を確認し、適切な砥石を選んでください。 ・用途に合わせてグラインダーの回転数(min-1)を確認してください。 ・適切な空気圧力(MPa)のエア源を確保してご使用ください。 ・ホース口金取付ねじ寸法を確認してください。 |
ココミテvol.2より参考