
冷風発生装置
部分的な箇所を冷却することができる装置です。
特長
- 渦動理論の原理を応用した、可動部分の全くない冷風発生装置です。冷媒や電気を一切使用せず、圧縮空気をチューブ内で高速に回転させ、最終的に冷風と熱風に分け、冷風を利用することによりさまざまな分野でスポット冷却を手軽に行うことができます。
渦動理論の原理の応用
調整ねじを緩めると冷風温度が下がり、冷風量も減少します。締めると温度は上がり、冷風量は増えます。

さまざまな使用シーン
冷風発生装置の前には必ず(圧縮空気のゴミや水滴を取り除くために)エアフィルターをセットしてください。温度を下げすぎると、ノズル内で凍結します。凍結防止のためにエアドライヤーを使用してください。
スポット溶接後の冷却

はんだの急速冷却
【注意事項】
圧縮空気は、除湿されたきれいな空気を供給してください。
| ここポイント! |
|---|
|
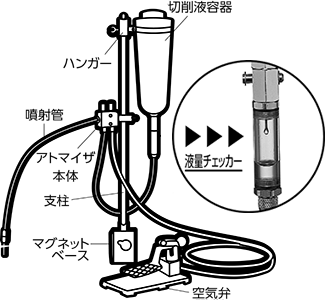
セミドライミスト給油冷却機
切削工具への給油・冷却を行う装置です。
特長
- 切削作業をする場面で、切削工具へ給油・冷却・切り粉飛ばしを同時に行う装置です。1時間あたり約5mℓという極少量の給油が可能です。
目に見えないようなかすかなミストでも、滴下のスピードで液量を確認でき、確実に調節できます。
極少量の切削油を霧にして塗布することにより、切削油使用量の大幅削減や工具の冷却による工具寿命の延長、切り粉も飛ばせるので、切れ味の継続や仕上がり面の精度アップなどの効果があります。液供給とエア制御するだけで、既存の設備に後付けで導入できます。

| ここポイント! |
|---|
|
ジャバラ管エアノズル
エアを噴射する装置です。

特長
局所へエアを噴射して冷却・切り粉飛ばしなどを行います。部分的吹きつけができます。ジャバラ管製で、曲げて使用することができます。マグネットベースで簡単に取り付けることができます。先端のキャップを回して流量の調節ができます。エア圧0.7MPaでもぶれずに噴射します。
主な用途
自動ダスター、工作物の切り粉除去、水切り、金型冷却、プレス小物の吹き飛ばしなど
| ここポイント! |
|---|
|
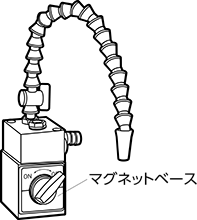
給油冷却装置(クーラントライナータイプ)
潤滑・冷却用クーラントノズルのベースにマグネットが付いたユニットです。
特長
- ボール盤・フライス盤・旋盤・研削盤、打抜き、曲げ加工時の冷却・潤滑のために目標箇所に切削液の吹き付けをします。またエア調整で切り粉の飛ばし冷却もできます。
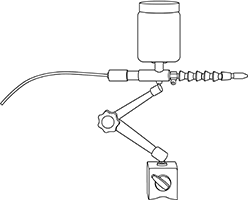
エアと切削液を混合させ霧状にするタイプ
エアの力で切削液を吸い上げ、霧状に吹き付けます。
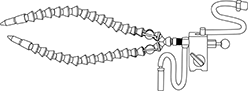
エア供給タイプ
切削液のみの噴射とエアスプレーの噴射ができます。
切削液給油タイプ
切削油・水溶性冷却液などを流す装置です。

設置方法
マグネットによりユニットの取り付け場所を任意の位置に簡単に置できます。ノズルは自在に角度や方向を決められます。ノズルを追加してダブルで使用することもできます。
ONにするとマグネットの力でくっつきます。
OFFにすると離れます。
| ここポイント! |
|---|
|
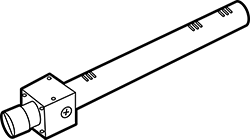
クーラントライナー
金属加工時の個所の冷却や切削油の給油、給水用ホースとして使用します。
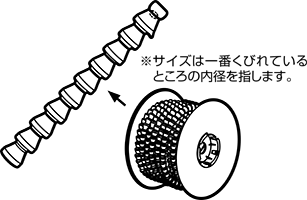
特長
- ホースの長さや形状を自由に調整でき、機械に取り付けた状態で自在に方向を変えることができます。
- 曲げてもホースの内径が変わらないので、流量減少なく冷却効率を上げることができます。
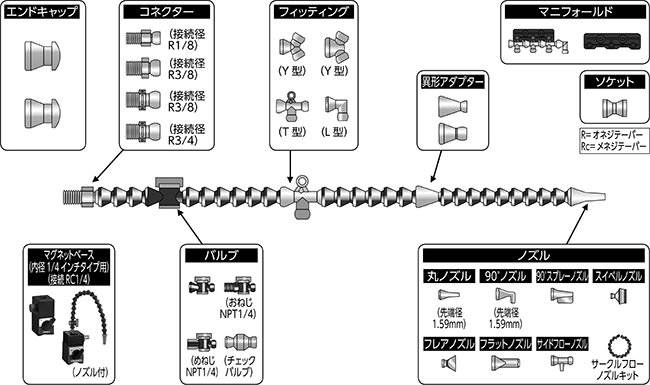
システムパーツ組み合わせ早見表
| ここポイント! | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
専用プライヤーによりピースどうしの接続や切り離しが簡単にできます。
|

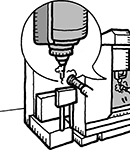
オイルガン
マシニング・施盤・研削盤など工作機械内の洗浄用吹き付けガンです。
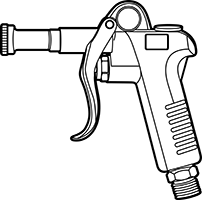
特長
- 洗浄液は水溶性切削油、油性切削油ともに使用できます。
一台の工作機械にて切削する材質を頻繁に替えられる場合の洗浄に最適です。 洗浄時間の短縮になります。 - 洗浄箇所により噴出形状が選べます。
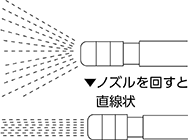
シャワー・霧状の2種類があります。
霧状タイプは直線、円状のパターンに調節できます。
・シャワー状
表面洗浄に適しています。

・霧状
奥まった場所または、広範囲の場所の洗浄に適しています。
工作機械での加工後にできた切削粉などを切削油を利用して洗浄します。
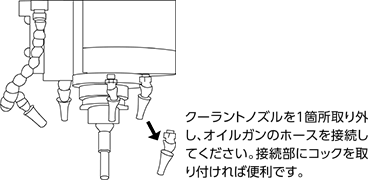
オイルガンの接続
オイルガンの接続には耐油ブレードホースで接続してください。機械側への接続はねじサイズに合わせてジョイントを接続してください。
【注意事項】
噴射異常が起きた場合は、ノズル先端部のキャップを外してエアでキャップ内部を清掃してください。
| ここポイント! |
|---|
|
ココミテvol.2より参考









