[2023/6/22公開]
Question
フライス加工でびびりが発生し、工具寿命も短いです。
フライス工具を選定する際に何に気を付ければいいですか?
Answer
フライス工具を選定する際には、『同時切削刃数』を確認することが重要です
解説動画
カッタの刃数について
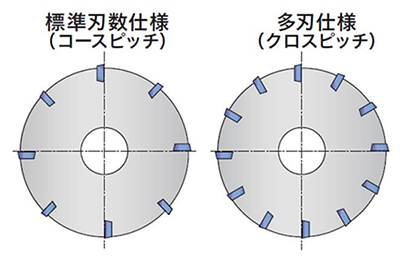
現在のカッタにはφ100で5枚刃や8枚刃など、同径でも刃数の異なる仕様が数多く存在しています。
刃数が少ない方を「標準刃数使用(コースピッチ)」
刃数が多い方を「多刃使用(クロスピッチ)」
と呼びます。
※更に刃数が多いものを超多刃仕様(エクストラクロスピッチ)、
刃並びが不等分割なものも不等分割仕様(イレギュラーピッチ)とも呼びます。
多刃使用(クロスピッチ)の特徴
-
・メリット
送り速度(Vf)が上がる
切削幅の狭い加工で同時切削刃数が増えて安定して切削できる
(額縁上のケース加工など) -
・デメリット
切削幅が広いと同時切削刃数が増えて、びびり振動が起こりやすい
同時切削刃数とは?
上記のメリット、デメリットで述べた「同時切削刃数」が最良な刃数の選び方の重要なポイントになります。
「同時切削刃数」
被削材に接し、切りくず生成している切れ刃の数。
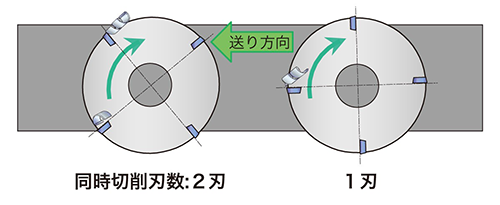
・刃数が4枚の場合
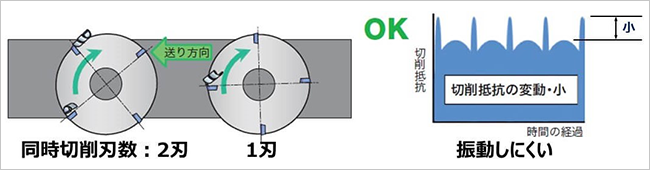
同時切削刃数が送り方向に対して、最大で「2刃」接しています。
また最小で「1刃」接しています。
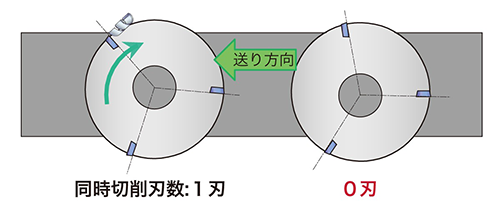
・刃数が3枚の場合
同時切削刃数が送り方向に対して、最大で「1刃」接しています。
また最小は「0刃」、つまり切れ刃が被削材に接していません。
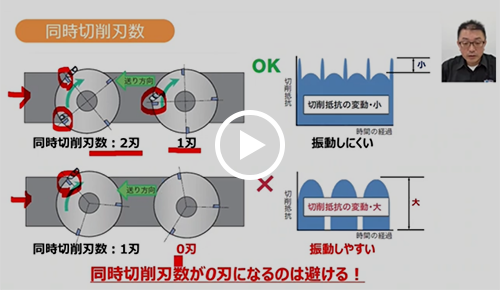
同時切削刃数が0刃になるのは避けるべき、その際の注意点とは
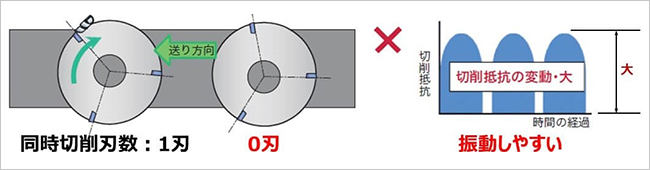
「振動が起きやすくなる」ため、同時切削刃数が0刃になるのは避けるべきです。
振動の原因は切削抵抗の変動値です。
同時切削刃数が1刃~0刃の場合(切れ刃が被削材に接していない場合)、振動が起きやすくなります。
1刃の場合は切削抵抗が上がり、0刃の場合は切削抵抗が一気に0まで下がります。
変動値の落差が大きいことが、振動の発生につながります。
逆に同時切削刃数が2刃~1刃の場合、切削抵抗の変動差が小さく振動が起きにくくなります。
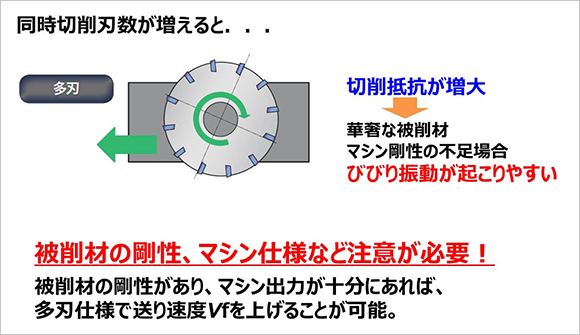
一方で、被削材の切削幅が広い場合、同時切削刃数が多すぎると、びびり振動が発生しやすくなります。
被削材の幅が広く多刃仕様の場合、多くの刃が被削材に接し、同時切削刃数が多くなることで切削抵抗が増大します。
華奢な被削材、マシン剛性不足の場合、びびり振動が起こりやすくなります。
最悪、スピンドル(主軸)が止まってしまうこともあります。
回避策として次のことを試してみてください。
1. 事前に被削材の剛性、切削動力の動力計算を行い、機械の出力値よりも下回った計算値であるかを調べておく。
2. 切り込み条件を下げる。
3. 偶数刃の場合は1枚おきにインサートを間引き、同時切削刃数を少なくする(例:8枚刃→4枚刃、4枚刃→2枚刃)
切り込み条件を下げたことによる改善例
・切り込み3mmの場合(切り込み条件が大きくびびり振動が発生)

・切り込み1mmの場合(スムーズに加工可能)

結論
被削材の幅が狭い場合、同時切削刃数が1刃~0刃になるため振動が起こりやすいので、同時切削刃数が0になるのを避けるため、多刃仕様にする。
被削材の幅が広い場合、同時切削刃数が増えるため切削抵抗が増え、ワークやマシンが華奢な場合はびびり振動が発生しやすいため、事前にワークの剛性確認、切削動力の計算を行い、主軸出力・トルク値よりも必要動力・トルク値が下回っているかを確認する。
(切り込みを少なくする、偶数刃の場合は4刃→2刃へ刃数を減らす、など)
おすすめ商品






関連ページ