
Question
耐熱合金を切削加工するときのポイントは?
[被削材例]
ニッケル基超耐熱合金、コバルト基超耐熱合金、チタン合金
Answer
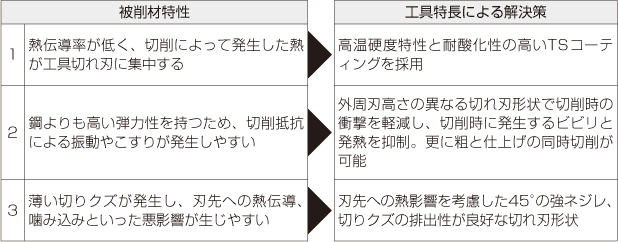
耐熱合金の特性
熱伝導率が低く、高温強度、加工硬化、工具材料との親和性などの大きい材料です。特にニッケル基合金をはじめとする超耐熱合金やチタン合金などの難削材は、硬い、粘い性質を有しています。熱伝導率が低いと、切削熱が切りくずに伝導しにくく切削ポイントに集中して、切れ刃への熱影響が大きくなります。
工具選定のポイント
ポジティブなすくい角の切削工具が適します。すくい角がネガティブの工具で耐熱合金を切削すると、工具損傷が進行しやすく、工具寿命が不安定で短くなるなど、トラブルが発生します。すくい角が大きいと切削抵抗が低減するばかりでなく、切削熱の発生も抑制されるため、工具寿命の向上が見込めます。工具の刃先角は比較的に大きく、エッジ部は、チャンファーなど、刃先処理が必要です。
加工方法のポイント
粗加工では加工面精度に問題がないかぎりは高送り切削が有効です。
切り込み量を大きくすると工具に与えるダメージが大きく工具寿命が短くなるため、少ない切り込み量で均一に加工できるトロコイドツールパスなどが有効です。
また、切削時に発生する振動も工具に悪影響を与える要因になります。これを抑制するために、保持剛性の高い焼ばめホルダの使用をおすすめします。切り屑に切削熱を伝導する切削条件(具体的には平べったい切り粉形状を排出する切削条件)の対応が求められる。
オススメ商品のご案内
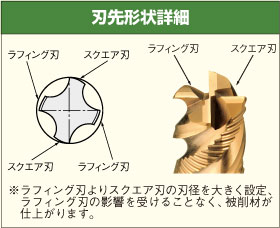
スクエアとラフィング刃の組合せでチタン加工時のビビリを抑制

加工テスト事例
| 工具 | TSコートチタン用 超硬スクエアエンドミルφ12 (TSC-FMT-HEM4S12) |
|---|---|
| 被削材 | チタン合金通称〝ロクヨンチタン〟 |
| 加工方法 | 側面加工 |
| 回転数 | 3,980min-1 (周速150m/min) |
| 送り速度 | 380mm/min (一刃送り:0.024mm/tooth) |
| 切り込み | xy方向:0.3mm z方向:10mm |
| クーラント | 水溶性切削液 |
| 使用機械 | マシニングセンタBT50 |
| ツーリング | コレットチャック |
検証項目
- チタン加工用の他社特注品(不当分割刃)との耐久性比較
- 工具交換時期は、フランク摩耗幅とチッピング発生量などで判定
結果
限界使用距離比較で、他社特注品は100mだったが、TSC-FMT-HEM4Sは200mと2倍の刃持ちを示した。
無限コーティングプレミアム パワーラジアスエンドミル MSXH440R 【追加工対応品】
無限プレミアムシリーズ/ ラジアス4枚刃・刃長2~3D/防振

- 高硬度材に特化して開発されたTiAlN系のコーティング【無限コーティングプレミアム】を採用したエンドミルシリーズ。
- 従来の無限コーティングを更に改良し、皮膜硬度がHv3,600、耐酸化温度1,300℃と高硬度材の加工に充分な特性を持たすことに成功。
- 耐酸化温度が極めて高くなることで、耐熱性を持たせることもできるため、最近では超耐熱鋼に適したコーティングとしても、シリーズが広がっています。
|
その他のタイプ |
|||




UVXシリーズ チタン合金加工用不等リードエンドミル 4刃 SAFE-LOCK®溝付き UVX-TI-4FL-SL
UVXシリーズ/ ラジアス4枚刃・刃長2D/防振・SAFE-LOCK付

- 溝・側面切削から複雑なポケット加工、びびりやすい加工にも対応。
- 難易度の高いチタン合金加工において安定と高能率を実現。
- 不等分割・不等リード、切りくずをスムースに排出する最適な溝形状、ウェブテーパにより剛性をUPし高効率加工を実現しました。
|
その他のタイプ |
|||



