(!)Internet Explorer 11は、2022年6月15日マイクロソフトのサポート終了にともない、当サイトでは推奨環境の対象外とさせていただきます。
カテゴリ・メーカーから探す
メカニカル部品系
筐体・調整締結・素材
- フレーム・サポート部品・支柱
- キャスタ・アジャスタ・扉部品・外装部品
-
ねじ・ボルト・ナット・ワッシャ・カラー
ねじ・ボルト・ナット・ワッシャ・カラー
-
六角穴付きボルト
-
脱落防止ねじ
-
貫通穴付ボルト
-
六角ボルト
-
小ねじ
-
止めねじ
-
蝶ボルト・つまみねじ・化粧ビス
-
ストリッパ・リーマ・ショルダーボルト
-
でんでんボルト
-
アイボルト・アイナット
-
樹脂ねじ・セラミックねじ
-
全ねじ・スタッドボルト
-
いたずら防止ねじ
-
配管Uボルト
-
ユニファイねじ・インチねじ・ウィットねじ
-
マイクロねじ・微細ねじ
-
タッピングねじ・タップタイト・ハイテクねじ
-
ドリルねじ
-
座金組込みねじ
-
四角ボルト・丸ボルト
-
ねじ用アクセサリー・カバーキャップ
-
座金(ねじ用ワッシャ)
-
ナット
-
アンカーボルト
-
リベット・鋲
-
インサート
-
建材用スクリュー
-
ねじ用工具類
-
ワッシャ・カラー
-
シム
-
スナップピン・割りピン
-
マシンキー
-
止め輪・リング
-
スクリュープラグ
-
アジャスタ
-
ノックピン・段付ピン・スプリングピン
-
-
ばね・アブソーバ・調整締結・ピン・小物部品
-
素材(金属・樹脂・ゴム・スポンジ・ガラス)
素材(金属・樹脂・ゴム・スポンジ・ガラス)
-
対策・メンテナンス関連







































































空圧・油圧・配管・温調部品

































回転伝達・コンベヤ・モータ・ロボット




























直動・センサ・位置決め・ステージ





























特注部品・図面加工部品
電気系











































金型系




















消耗品・補修用品・備品系
切削加工用品
-
切削工具
切削工具
-
エンドミル
-
フライスチップ・ホルダー
-
ヘッド交換式工具
-
自由指定直刃エンドミル
-
専用カッター
-
旋削チップ
-
旋削ホルダ
-
完成バイト・ロウ付けバイト
-
ローレット
-
ドリル
-
ドリル関連部品・用品
-
タップ
-
タップ関連部品・用品
-
ダイス
-
ダイス関連部品・用品
-
ねじ山修正・除去工具
-
タップ・ダイスセット
-
ねじ切りカッター
-
リーマ
-
面取りカッター
-
面取りカッター関連部品・用品
-
切削工具関連備品
-
ホールソー・コアドリル・クリンキーカッター
-
ホールソー・コアドリル・クリンキーカッター関連部品
-
磁気ボール盤カッター
-
ボーリングシステム
-
ツーリングホルダ・ツーリングチャック
-
アングルヘッド
-
コレット
-
スリーブ・ソケット(ツーリング)
-
アーバ
-
ツーリング関連部品・用品
-
加工物基準位置測定器
-
芯出しバー
-
刃先位置測定器
-
ツールプリセッター
-
テストバー
-
プリセッター・芯出し・位置測定工具関連部品・用品
-
クーラントライナー・クーラントシステム
-
エアージェット・エアークーラー
-
クーラント関連部品・用品
-
円テーブル・ロータリーテーブル
-
- 工作機工具・治具











































生産加工用品
-
測定工具・計測機器
測定工具・計測機器
-
ノギス
-
pH計・導電率計
-
ノギス関連アクセサリ
-
マイクロメーター
-
検知管
-
ダイヤルゲージ
-
ダイヤルゲージ関連部品・用品
-
ピンゲージ
-
ピンゲージ関連部品・用品
-
ハイトゲージ
-
流量計
-
ハイトゲージ関連部品・用品
-
リングゲージ
-
デプスゲージ
-
シックネスゲージ・すきまゲージ
-
内径測定器
-
ゲージ
-
スコヤ
-
定規
-
コンベックス
-
巻尺
-
はかり
-
角度計
-
光学機器
-
水平器
-
レーザー測定器
-
マグネット関連
-
定盤
-
数取器・カウンタ
-
ガス測定器・検知器
-
ケガキ用品
-
ストップウォッチ・タイマー
-
テンションゲージ
-
環境測定器
-
温度計・湿度計
-
圧力計
-
顕微鏡
-
天秤・天秤関連品
-
分銅
-
硬度計
-
振動計・回転計
-
水質・水分測定器
-
粘度計
-
膜厚計・探知器
-
偏心測定器
-
表面粗さ測定器
-
音検出器
-
測定データ機器
-
アースメータ(接地抵抗計)
-
テスタ・マルチメータ
-
オシロスコープ
-
クランプメータ
-
検相器・検電器・導通チェッカ
-
絶縁抵抗計
-
ネットワークテスタ・ケーブルテスタ・光ファイバ計測器
-
安全試験器
-
回路素子測定器
-
信号源・ファンクションジェネレータ
-
電源装置
-
高周波測定器(RF測定器)
-
計測機器関連品
-
電圧計・電流計
-
電力計
-
その他電気計測器
-
- 放電加工用品
- 研削研磨・切断用品
-
手作業工具
手作業工具
-
スパナ・めがねレンチ・ラチェットレンチ
-
六角棒レンチ
-
モンキーレンチ
-
トルクスレンチ
-
ソケットレンチ
-
トルクレンチ
-
トルクレンチ関連部品・用品
-
トルク測定器
-
ドライバー
-
ドライバー関連部品・用品
-
トルクドライバー
-
トルクドライバー関連部品・用品
-
プライヤー
-
プライヤー関連部品
-
ニッパー
-
ニッパー関連部品
-
ペンチ
-
ペンチ関連部品
-
ハンマー
-
工具セット・ツールセット
-
工具セット・ツールセット関連部品・用品
-
カッターナイフ
-
タガネ
-
ドライバービット
-
ドライバービット関連用品
-
プーラ
-
刻印・ポンチ
-
車輌整備用工具
-
水道・空調配管用工具
-
切断用工具
-
絶縁工具
-
板金用工具
-
防爆工具
-
かしめ工具
-
電設工具
-
バール・テコ
-
ソケットビット
-
ソケットアダプター
-
ピンセット
-
-
電動工具・空圧工具
- 小型加工機・卓上加工機
- 溶接用品
- はんだ・静電気対策用品

























































































































































































MRO・工場用副資材



































































メーカーから探す
特集から探す
切削工具特集 おすすめ商品のご紹介や、技術情報などお役立ち情報満載!
![]()
- 被削材・加工用途に合わせて全38形状、68サイズを準備
- 軽から荒切削まで幅広い工程で使用できる汎用性の高い3種類のブレーカを取り揃え
- 幾重にも渡る加工テストから誕生した、高品質商品を圧倒的低コストで提供
- すべて在庫品のため、当日17時まで当日出荷可能
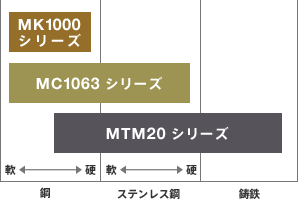
- 鋼加工用 MK1000シリーズ
~低コストをお求めの方に~ - 鋼・ステンレス加工用 MC1063シリーズ
~経済性をお求めの方に安定切削可能な高品質!~ - 一般鋼・ステンレス鋼・鋳鉄加工用 MTM20シリーズ
~圧倒的な耐欠損性と長寿命を実現~
おすすめシリーズ
-
MK1000シリーズ
圧倒的なコストパフォーマンス
ISO旋削インサートの新定番シリーズ新商品
-
MC1063シリーズ
ステンレス加工でも長寿命を実現
高品質を発揮するハイグレードシリーズ新商品
-
MTM20シリーズ
一般鋼・ステンレス鋼・鋳鉄など
幅広い被削材に対応人気定番品
選定ガイド
切削条件
各シリーズにおける被削材別の推奨切削条件です。
| 被削材分類 | 系統 | 切削速度 Vc(m/min) | |||||
|---|---|---|---|---|---|---|---|
| MK1000 | MC1063 | MTM20 | |||||
| MIN | MAX | MIN | MAX | MIN | MAX | ||
| P (鋼) |
SS400、S10C、SCM415など | 90 | 350 | 80 | 300 | - | - |
| S45C、SCM435など | 60 | 330 | 50 | 250 | 105 | 150 | |
| M (ステンレス) |
マルテンサイト系(SUS304など) | - | - | 150 | 230 | 75 | 130 |
| オーステナイト系(SUS301など) | - | - | 90 | 140 | 75 | 130 | |
| 2相系(デュプレックス系)(SUS630など) | - | - | 70 | 110 | 50 | 90 | |
| K (鋳鉄) |
ねずみ鋳鉄(fc300など) | - | - | - | - | 150 | 215 |
ブレーカ・材種各社対照表
ミスミ旋削インサートはISO規格適合品のため、型番・ノーズRが同一であれば各社のホルダにご使用いただけます。
ミスミのブレーカ・材種と各社対照表は以下をご参照ください。
■ブレーカ各社対照表
| 被削材分類 | 用途 | ミスミ | 三菱 マテリアル |
住友電工 | タンガロイ | 京セラ | 三菱日立 ツール |
日本特殊陶業 | サンドビック |
|---|---|---|---|---|---|---|---|---|---|
| P (鋼) |
軽切削 | FA | SH,SA,LP,SY,C | SU,LU,FE,SX,SE | TS,TSF,ZF,TQ | CQ,VF,PP,XQ,CQ | BE,B,BH,CE | WV,WR | XF,PF |
| 中切削 | MA | MP,MA,MH | UG,GU,GE,UX | TM,AM,DM,ZM | HS,PS | CT,AB,AH,AY,AE | Z5,ZW1 | PM,QM,XM,XRM | |
| 荒切削 | RA | RP,GH,無記号 | MU,ME,MX | TH,THS | HT,GT,PH | RE | G | PR,XMR,HM | |
| M (ステンレス) |
軽切削 | FD | SH,LM | SU,EF | SF,SA,SS | MQ,GU | MP,AB,BH | UL,WV | MF |
| 中切削 | MG | MS,GM,MM,MA,ES | GU,UP,EX,EG | SM,S | TK,MU | PV,DE,SE | ZP,WS | MM,QM,XM,K | |
| 荒切削 | RD | RM,GH | MU | TH,SH,TU | MS | AH,AE | G | MR |
※本表は、各社カタログ及び公刊物を基に作成した資料であり、各社の承認を得たものではありません。
■材種各社対照表
| 被削材分類 | ミスミ | 三菱 マテリアル |
住友電工 | タンガロイ | 京セラ | 三菱日立 ツール |
日本特殊陶業 | サンドビック |
|---|---|---|---|---|---|---|---|---|
| P (鋼) |
MK1000 | MC6015 MC6025 UE6110 UE6020 UE6035 UH6400 |
AC8025P AC820P |
T9115 T9125 |
CA515 CA5515 CA525 CA5525 CR9025 |
CA515 CA5515 CA525 CA5525 CR9025 |
TM1 VM1 CP7 QM3 |
GC4325 GC4225 |
| M (ステンレス) |
MC1063 | MC7025 MP7035 US735 VP15TF VP20MF MS6015 |
AC6030M AC6040M AC630M AC830P AC1030U |
AH725 T6130 T6030 AH630 AH645 |
CA6515 CA6525 |
GM8035 GX30 |
QM3 TM4 DT4 DM4 |
GC1515 GC2015 GC2025 GC2035 |
※本表は、各社カタログ及び公刊物を基に作成した資料であり、各社の承認を得たものではありません。
トラブルシューティング
旋削加工についての「困った問題」について、改善方法をご提案いたします。
| 切削の問題 | 改善方法 | 加工条件 | 設備面 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 切削速度 | 送り量 | 切込み量 | 切削油剤 | ワーク・工具 の取り付け 剛性 |
ホルダの オーバー ハング量 |
動力・機械の 剛性 |
|||||
| 工具側現象 | 改善要素 | 上げる 下げる |
上げる 下げる |
||||||||
| 寿命を 延ばしたい |
摩耗速度を抑えるには | すくい面摩耗 | 切削条件 | 下げる |
下げる |
- | - | 湿式 | - | - | - |
| 逃げ面摩耗 | 切削条件 | 下げる |
上げる |
- | - | 湿式 | - | - | - | ||
| 切れ刃の欠損や チッピングを抑えるには |
チッピング・ 欠損 |
切削条件 | - | 下げる |
下げる |
- | 湿式 | - | - | - | |
| 熱亀裂 | 熱の影響 | 下げる |
下げる |
下げる |
不水溶性 | 乾式 | - | - | - | ||
| 構成刃先 | 溶着性 | 上げる |
上げる |
- | 不水溶性 | 湿式 | - | - | - | ||
| - | 設備面の 剛性 |
- | - | - | - | - | 上げる |
下げる |
上げる |
||
| 切りくず 問題 |
切りくずを細かくするには | - | 切削条件 | 下げる |
上げる |
上げる |
- | 湿式 | - | - | - |
| 切りくずを大きくするには | - | 切削条件 | 下げる |
下げる |
下げる |
- | 乾式 | - | - | - | |
| 寸法精度 向上 |
寸法精度を向上させるには | - | 剛性不足 | - | - | - | - | - | 上げる |
下げる |
上げる |
| 頻繁に寸法外れが出る 場合の対処 |
- | 切削条件 | 下げる |
上げる |
- | - | - | - | - | - | |
| 表面粗さ 向上 |
表面粗さを 向上させるには |
- | 溶着性 | 上げる |
- | - | 不水溶性 | 湿式 | - | - | - |
| びびり | 下げる |
下げる |
下げる |
- | - | 上げる |
下げる |
上げる |
|||
| 強断続 対処 |
強断続による、加工精度悪化・ 工具寿命定価を改善 |
- | 切削条件 | 下げる |
下げる |
下げる |
- | - | - | - | - |
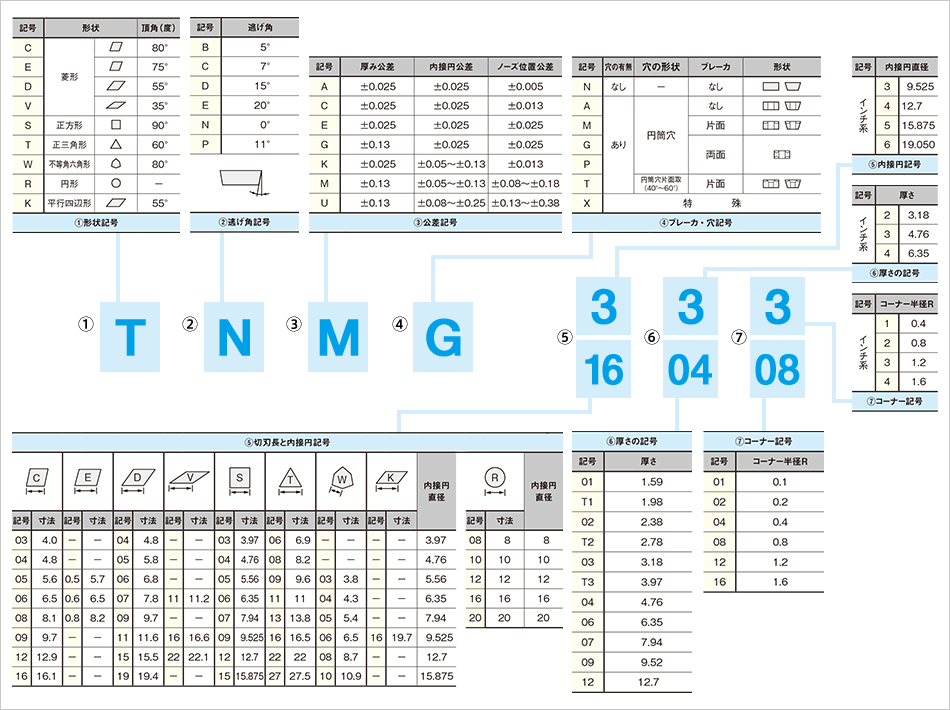
旋削インサートの呼び方
ISO旋削インサートの型番は以下で定義されます。

![[球面形状もメビーで?]複雑形状も自動見積もりに対応<今すぐメビーの切削角物をチェック>](/operation/static/staticright/img/60124_right_small_meviy_arumaito.png)