ツール用品技術窓口
絞り込み条件
ドリル径(刃径)(mm)
~mm- 3
- 3.3
- 3.5
- 3.8
- 4
- 4.2
- 4.5
- 5
- 5.5
- 6
- 6.5
- 6.8
- 7
- 7.5
- 7.8
- 8
- 8.5
- 9
- 9.5
- 10
- 10.5
- 11
- 11.5
- 12
- 12.5
- 13
溝長(mm)
~mm- 16
- 18
- 20
- 22
- 26
- 28
- 31
- 34
- 37
- 38
- 40
- 41
- 43
- 45
- 47
- 48
- 51
- 53
- 55
- 60
- 66
- 68
- 73
- 76
- 78
全長(mm)
~mm- 46
- 49
- 52
- 55
- 62
- 66
- 70
- 73
- 74
- 76
- 79
- 81
- 83
- 84
- 87
- 89
- 90
- 95
- 96
- 98
- 102
- 105
- 112
- 114
- 121
- 135
- 137
シャンク径・MT No
~mm- 3
- 3.3
- 3.5
- 3.8
- 4
- 4.2
- 4.5
- 5
- 5.5
- 6
- 6.5
- 6.8
- 7
- 7.5
- 7.8
- 8
- 8.5
- 9
- 9.5
- 10
- 10.5
- 11
- 11.5
- 12
- 12.5
- 13
CAD
- 2D
- 3D
出荷日
- すべて
- 当日出荷可能
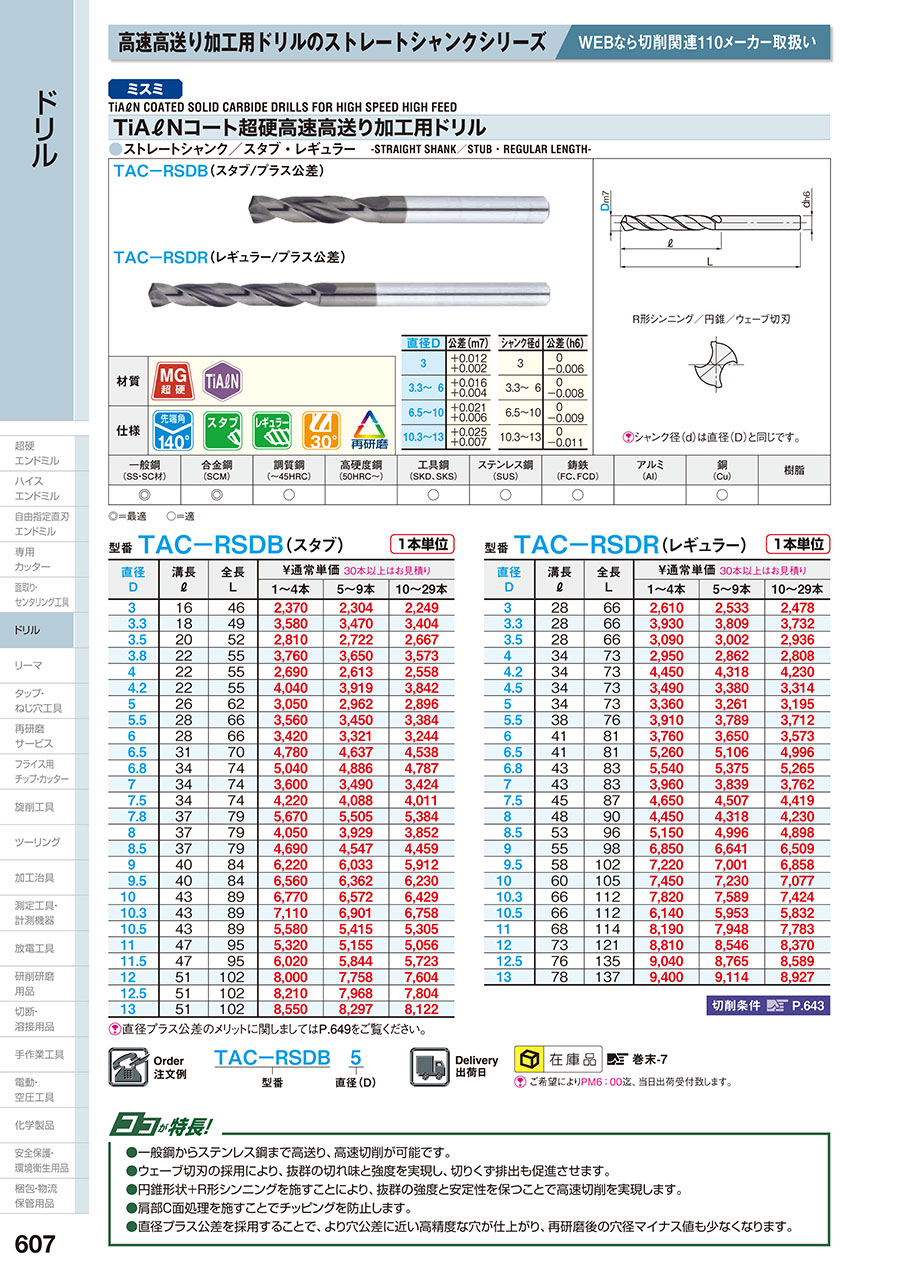
TiAlNコート超硬ドリル 高速高送り加工用/ストレートシャンク/スタブ/レギュラータイプ





- 通常単価(税別)
- 2,850円~10,780円
- 税込単価
- 3,135円~11,858円
【特長】・一般鋼からステンレス鋼まで高送り、高速切削が可能・ウェーブ切刃の採用により、抜群の切れ味と強...
詳細を確認- ドリルでの穴あけ加工に先だって、穴あけ箇所にセンタードリルなどでセンター穴(小さな下穴)をあけてください。センター穴加工を行わずにドリルで穴あけ加工を行うと穴あけ位置の精度が低下するなどの問題が発生します。
- 「CADデータ」、「CAM・工具管理ソフト用データ」のある商品を絞り込む場合は、絞り込み条件該当項目の希望データを選択してください。(一部データのご用意がない商品もございます。)
詳細は「切削工具データダウンロードサービス」ページからご確認ください。


- 単価(税別)
- -円
- 合計(税別)
- -円(税込価格:-円)
- 出荷日
- -(参考出荷日:-円)
商品仕様
納期

仕様・概要

●一般鋼からステンレス鋼まで高送り、高速切削が可能です。
●ウェーブ切刃の採用により、抜群の切れ味と強度を実現し、切りくず排出も促進させます。
●円錐形状+R形シンニングを施すことにより、抜群の強度と安定性を保つことで高速切削を実現します。
●肩部C面処理を施すことでチッピングを防止します。
●直径プラス公差を採用することで、より穴公差に近い高精度な穴が仕上がり、再研磨後の穴径マイナス値も少なくなります。
推奨切削条件
型番 TAC-RSDB / TAC-RSDR
切削速度、回転速度、送り量
切削加工時、異常な振動・異音が生じた場合は切削条件を調整してください。
| 被削材 | 切削速度 V(m/min) | N=回転速度(min-1) f=1回転当たりの送り量(mm/rev) | ||||||
|---|---|---|---|---|---|---|---|---|
| 直径D=3 | 4 | 5 | 6 | 8 | 10 | 13 | ||
| 一般鋼 (SS・SC材) | 100~120 | N=10620 f=0.11 | 7960 0.125 | 6370 0.16 | 5310 0.16 | 3980 0.25 | 3190 0.3 | 2450 0.315 |
| 合金工具鋼 (SUJ2、SKD11、SKD12) | 50~70 | N=5310 f=0.09 | 3980 0.125 | 3180 0.13 | 2650 0.15 | 1990 0.18 | 1590 0.2 | 1230 0.25 |
| ステンレス鋼 (SUS303、SUS304、SUS416) | 40~50 | N=4250 f=0.06 | 3180 0.1 | 2550 0.1 | 2120 0.12 | 1590 0.16 | 1270 0.2 | 980 0.21 |
| 調質鋼 (40~48HRC) | 35~45 | N=3720 f=0.06 | 2790 0.1 | 2230 0.1 | 1860 0.12 | 1390 0.16 | 1120 0.2 | 860 0.21 |
| アルミニウム アルミ合金 | 100~120 | N=10620 f=0.16 | 7960 0.2 | 6370 0.25 | 5310 0.30 | 3980 0.315 | 3190 0.4 | 2450 0.5 |
切りくずの排出が良好でない場合には、排出状況に応じ、適宜ステップ加工を行ってください。

型番リスト
| 型番 |
|---|
通常単価(税別)
(税込単価) | 通常出荷日 |
|---|
2,850円 ( 3,135円 ) | 在庫品1日目当日出荷可能 |
4,160円 ( 4,576円 ) | 在庫品1日目当日出荷可能 |
3,390円 ( 3,729円 ) | 在庫品1日目当日出荷可能 |
4,370円 ( 4,807円 ) | 在庫品1日目当日出荷可能 |
3,240円 ( 3,564円 ) | 在庫品1日目当日出荷可能 |
4,700円 ( 5,170円 ) | 在庫品1日目当日出荷可能 |
3,680円 ( 4,048円 ) | 在庫品1日目当日出荷可能 |
4,300円 ( 4,730円 ) | 在庫品1日目当日出荷可能 |
4,150円 ( 4,565円 ) | 在庫品1日目当日出荷可能 |
5,560円 ( 6,116円 ) | 在庫品1日目当日出荷可能 |
5,860円 ( 6,446円 ) | 在庫品1日目当日出荷可能 |
4,340円 ( 4,774円 ) | 在庫品1日目当日出荷可能 |
5,100円 ( 5,610円 ) | 在庫品1日目当日出荷可能 |
6,590円 ( 7,249円 ) | 在庫品1日目当日出荷可能 |
4,880円 ( 5,368円 ) | 在庫品1日目当日出荷可能 |
5,660円 ( 6,226円 ) | 在庫品1日目当日出荷可能 |
7,130円 ( 7,843円 ) | 在庫品1日目当日出荷可能 |
7,630円 ( 8,393円 ) | 在庫品1日目当日出荷可能 |
7,760円 ( 8,536円 ) | 在庫品1日目当日出荷可能 |
6,730円 ( 7,403円 ) | 在庫品1日目当日出荷可能 |
6,410円 ( 7,051円 ) | 在庫品1日目当日出荷可能 |
7,270円 ( 7,997円 ) | 在庫品1日目当日出荷可能 |
9,170円 ( 10,087円 ) | 在庫品1日目当日出荷可能 |
9,550円 ( 10,505円 ) | 在庫品1日目当日出荷可能 |
9,800円 ( 10,780円 ) | 在庫品1日目当日出荷可能 |
3,140円 ( 3,454円 ) | 在庫品1日目当日出荷可能 |
4,480円 ( 4,928円 ) | 在庫品1日目当日出荷可能 |
3,640円 ( 4,004円 ) | 在庫品1日目当日出荷可能 |
3,500円 ( 3,850円 ) | 在庫品1日目当日出荷可能 |
5,000円 ( 5,500円 ) | 在庫品1日目当日出荷可能 |
4,040円 ( 4,444円 ) | 在庫品1日目当日出荷可能 |
3,910円 ( 4,301円 ) | 在庫品1日目当日出荷可能 |
4,570円 ( 5,027円 ) | 在庫品1日目当日出荷可能 |
4,420円 ( 4,862円 ) | 在庫品1日目当日出荷可能 |
6,110円 ( 6,721円 ) | 在庫品1日目当日出荷可能 |
6,440円 ( 7,084円 ) | 在庫品1日目当日出荷可能 |
4,770円 ( 5,247円 ) | 在庫品1日目当日出荷可能 |
5,610円 ( 6,171円 ) | 在庫品1日目当日出荷可能 |
5,360円 ( 5,896円 ) | 在庫品1日目当日出荷可能 |
6,220円 ( 6,842円 ) | 在庫品1日目当日出荷可能 |
7,850円 ( 8,635円 ) | 在庫品1日目当日出荷可能 |
8,540円 ( 9,394円 ) | 在庫品1日目当日出荷可能 |
7,410円 ( 8,151円 ) | 在庫品1日目当日出荷可能 |
9,390円 ( 10,329円 ) | 在庫品1日目当日出荷可能 |
10,100円 ( 11,110円 ) | 在庫品1日目当日出荷可能 |
10,510円 ( 11,561円 ) | 在庫品1日目当日出荷可能 |
10,780円 ( 11,858円 ) | 在庫品1日目当日出荷可能 |
詳細情報
基本情報
【特長】
・一般鋼からステンレス鋼まで高送り、高速切削が可能
・ウェーブ切刃の採用により、抜群の切れ味と強度を実現し、切りくず排出も促進
・円錐形状+R形シンニングを施すことにより、抜群の強度と安定性を保つことで高速切削を実現
・肩部C面処理を施すことでチッピングを抑制
・直径プラス公差を採用することで、より穴公差に近い高精度な穴が仕上げに効果的
ご注意
- ドリルでの穴あけ加工に先だって、穴あけ箇所にセンタードリルなどでセンター穴(小さな下穴)をあけてください。センター穴加工を行わずにドリルで穴あけ加工を行うと穴あけ位置の精度が低下するなどの問題が発生します。
- 「CADデータ」、「CAM・工具管理ソフト用データ」のある商品を絞り込む場合は、絞り込み条件該当項目の希望データを選択してください。(一部データのご用意がない商品もございます。)
詳細は「切削工具データダウンロードサービス」ページからご確認ください。


カタログ
商品担当おすすめ



よくあるご質問(FAQ)
この商品を見た人は、こんな商品も見ています






最近見た商品
通常価格、通常出荷日が表示と異なる場合がございます

ソリッドドリル(超硬/ハイス/ほか)カテゴリの売れ筋ランキング
通常価格、通常出荷日が表示と異なる場合がございます

ミスミ
ハイス鋼ドリル ストレートシャンク/レギュラー
4.2通常価格(税別):890円~
通常出荷日:当日出荷可能在庫品1日目

ミスミ
TiAlNコート粉末ハイス鋼ドリル ステンレス加工用/エンドミルシャンク/スタブ
4.6通常価格(税別):540円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiAlNコート超硬フラットドリル
4通常価格(税別):2,960円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
ハイス鋼ドリル ストレートシャンク/レギュラー
4.5通常価格(税別):630円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiAlNコート超硬ドリル レギュラー
4.5通常価格(税別):1,710円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiNコートハイス鋼ドリル 難削材用/ストレートシャンク/レギュラー
4.6通常価格(税別):1,030円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiAlNコート粉末ハイス鋼ドリル ステンレス加工用/エンドミルシャンク/レギュラー
4.5通常価格(税別):570円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiNコートハイス鋼ドリル ストレートシャンク/レギュラー
4.3通常価格(税別):1,260円~
通常出荷日:当日出荷可能在庫品1日目
ミスミ
TiAlNコート超硬ドリル ストレートシャンク/レギュラー
3.7通常価格(税別):1,750円~
通常出荷日:当日出荷可能在庫品1日目~